

Picaso Designer X Pro в работе нейрохирургического отделения, и при чем тут летающие лягушки


Как бы сильно не сомневались многочисленные скептики, а 3д печати в медицине становится все больше. Без нее уже сейчас практически немыслима современная стоматология. Да вообще все хирургические специальности, работающие с костями, могут очень эффективно использовать 3д печать. Есть еще «биопечать» (это когда печатают органы: кожу, роговицу, эндокринные железы…), но это на самом деле больше тканевая инженерия, а принтер там – маленький элемент большого и сложного тех. процесса, для которого порой приходится держать оборудование на международной космической станции.
Тем не менее, между 3д печатью для медицины и ее практическим использованием существует ряд барьеров. Это и отсутствие необходимых, отработанных на практике методик, и удаленность производства от клиники, и отсутствие необходимых разрешений, да и вообще проработанной законодательной регуляции области. Я работаю в Национальном Центре Нейрохирургии, куда стекаются достаточно сложные клинические случаи, ряд из которых без использования 3д печати качественно просто не решить. При этом моя деятельность максимально ориентирована на практическое использование, ну то есть отношение к печати исходит из необходимости в ней, а не наоборот.

НМИЦН им. Н.Н. Бурденко
Где-то года два прошло, как мы с коллегами осознали тут проблему. Для того, чтобы получить «стереолитографическую» модель/хирургический шаблон необходимо: 1) общаться с внешним инженером, объяснять задачу, согласовывать и надеяться на его понимание анатомии и навыки, 2) ждать, когда отработает не зависящее от тебя производство, 3) оформлять договора, придумывать как эта закупка вообще может быть законно осуществлена и за какие средства. При этом печать все равно обычно происходила из не «биосовместимых» материалов, не имеющих сертификации для использования в клинике. И с «закручиванием гаек» со стороны надзорных органов количество этих вопросов копилось как снежный ком. При этом рос и наш собственный опыт в 3д за счет сотрудничества с компанией Inobitec, создавшей достаточно простой и интуитивный программный продукт, позволяющий выделять анатомические структуры по томограммам и редактировать их. Печатать титаном локально мы конечно пока не решились), а термо- и реактопластами почему нет. Ну вот в какой-то момент мы взяли несколько 3д принтеров и начали изучать как их можно использовать без нарушения законов РФ и здравого смысла. Для sla печати мы используем Phrozen Sonic 4K XL. Ну про плюсы и минусы печати на LCD принтере не мне вам рассказывать. FDM печать мы осваивали сначала на эндере, а затем на Geralkom Prusa. Железный дрыгостол, максимально простой и неприхотливый бмг директ, быстро обслуживаемый. Позволил попечатать безусадочными пластиками, попробовать слайсить всеми известными слайсерами, попечатать быстро/медленно, с ла/без ла, с разными ускорениями, локально/удаленно. До сих пор парой таких прюш мы активно пользуемся.
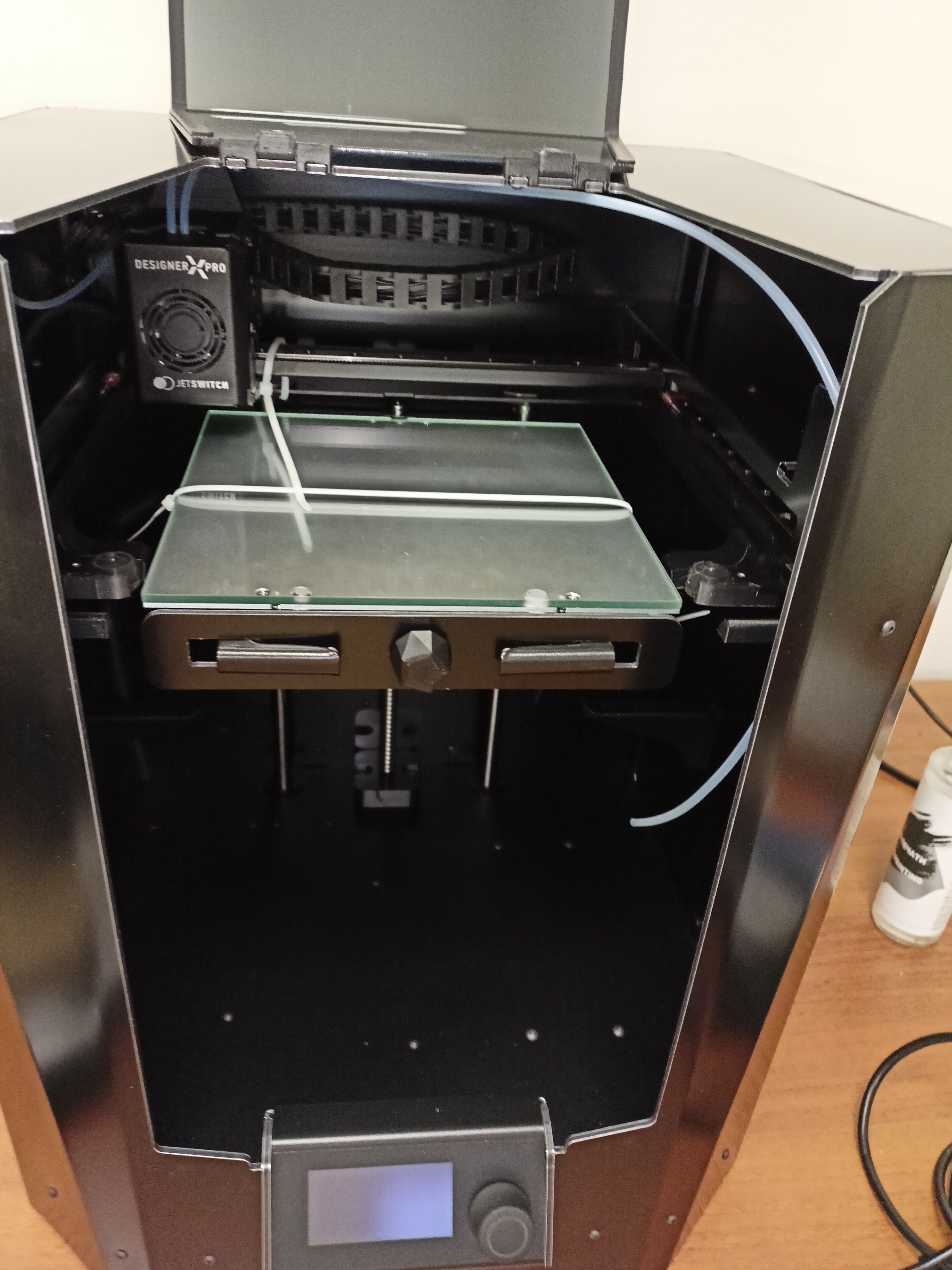
Перед новым годом компания Picaso 3d прислала нам в центр на временное пользование свой Picaso Designer X Pro для так сказать поиска точек соприкосновения.


Мы его погоняли в ряде наших протоколов клинического использования печати, о чем собственно я и хотел написать. C нашими задачами дизайнер справился. С января печатает нон стоп без обслуживаний/сервисов/поломок. Должен сказать, что это, конечно, не обзор на принтер, нет у меня времени полноценно тестировать принтер во всех возможных режимах и со всеми материалами, но немного побомбить считаю своим долгом перед сообществом, но потом, как про все остальное напишу.
Краниопластики PMMA. Есть такая потребность закрывать костные дефекты черепа максимально анатомично. Если дефект большой – хенд фри техники правильной геометрии не обеспечивают. Нормально импланты из PEEK в РФ пока не печатаются, но печать для этого используется давно и успешно. Лоскут для имплантации в этом случае обычно создается из акрилового биоцемента методом дублирования через медицинский силикон, имеющий сертификацию по безопасности даже для контакта с открытой раневой поверхностью (хотя этого и не нужно). Для экономии силикона формы мы создаем с помощью использования их негативов – метаформ, тождественных мастер модели. Таким образом, для одного клинического случая надо: 1 – напечатать модель дефекта, 2 – напечатать модель импланта, 3 – напечатать две метаформы. Одного принтера для того чтобы это все оперативно сделать мало, в идеале надо 3-4 принтера, так за сутки можно выполнить моделирование и печать всех элементов. Недавно про это публиковал статью Метод удобный, уже достаточно рутинный. С начала года уже прошло около 30и таких операций, значит за год будет 70-80.

Макет дефекта

Метаформа

В силиконовые формы заложен цемент
Костные резекции при онкологии с одномоментной установкой индивидуального импланта. Это несколько более сложное развитие предыдущей методики. Тут необходима печать еще большего количества моделей: макета с измененной костью, макета с планируемым дефектом, хирургического шаблона из биосовместимого материала. Так что и моделирования и печати тут еще больше. И само вмешательство сложнее, требует специфических навыков и более глубокого понимания анатомии.


Краниопластики титаном. Да, печатать титаном при клинике пока нам не светит. Оборудование достаточно дорогое, специфическое, чтобы оно себя оправдывало - надо печатать много, а значит или принтер должен активно использоваться не только на медицинские проекты, или это производство должно закрывать потребности многих медицинских заказчиков. Я, собственно, знаю и первый и второй примеры использования. Но! вы таки можете делать индивидуальные реконструкции титаном в любой больнице без привлечения внешней помощи. Для этого вам надо иметь базовые навыки сегментации (ну желательно конечно еще некоторые навыки моделирования), fdm принтер и набор инструментов для модификации «мягких» титановых сеток. Для этого я обычно печатаю две модели: дефект и накладку, показывающую необходимую кривизну. Ну можно печатать только дефект. Или дефект и вторую сторону, а кривизну выводить на глаз. Еще надо гнулку, ножницы, кусачки, пару зажимов. При должном старании можно выгибать даже сложные модели.



Индивидуальные краниометрические линейки. Идея мне самому казалась несколько наивной, но оно работает. Один из этапов нейрохирургической операции – разметка для доступа. Чтобы сделать минимально возможный, но достаточный разрез и минимально возможную, но достаточную краниотомию - разметка должна быть максимально точной. На поверхности головы ориентиры конечно есть, но для именно точности обычно используют безрамную нейронавигацию. Вот к последней есть вопросы: ее настройка обычно добавляет + 30 минут к общему времени вмешательства, а количество ошибок, которые совершают пользователи при ее использовании совсем не равно нулю. И печать вот таких индивидуальных навигационных линеек для всех, кто об этом просил позволило в большом количестве случаев вообще отказаться от использования навигатора при обеспечении доступа необходимой точностью.


Печать сложных предоперационных макетов. Собственно киллер-фича designer X Pro – двухматериальная печать, тут он себя показывает суперактуально. Модели сложных анатомических препаратов с недоставаемыми поддержками и многочисленными полостями замечательно получаются на растворимых поддержках. Я их раньше делал на сонике. Там в зависимости от смолы и настроек поддержки обычно удается убрать, но их адекватная расстановка и удаление - значительный ручной труд. PLA+PVA печать проще планировать. PVA из всяких подвнутренностей порой тоже плохо вымывается бывает, но тут просто подольше подержать в теплой воде.

Основание черепа с интересующими сосудами и нервами
 Опухоль носоглотки
Опухоль носоглотки
Еще мы вот попечатали такие формы с отверстиями для вставления свиных глазных яблок. Используются для отработки микрухирургических навыков у офтальмохирургов. Еще делали какие-то заглушки для электрических щитков и по мелочи. Всего не вспомню.

Значит необзор про принтер за которым кто-то сюда придет. Композитами не печатал. Печатал PLA PVA PETG SBS ABS. Никаких трудностей не испытывал. Механика принтера работает, рельсы Rexroth по XY катаются идеально. Z по валам реально отрабатывает подъемы опускания в 0.01 если такой z-hop например такой ставить. Слои у меня ложились идеально, без «полос перфекционизма». Никаких проблем по типу issue 6 не зафиксировал. Смотрел у коллег с дизайнерами фотки их печатей и удивлялся как при такой крутой механике они умудряются ну так некачественно печатать. Пробок не ловил. Голову не разбирал. Она печатает, а мне некогда ее разбирать пока она и так работает. Вроде даже вообще ни одной запоротой печати не было. Если слайсить полигоном то на первом слое можно менять зазор по z пока кайма например идет, на лету можно менять ретракты. Двухэкструдерная голова у принтера достаточно тяжелая. Идеальную геометрию он у меня показывал на наружных стенках 20 мм/сек (профиль стандарт). Уже с 35-40 на калибровочных моделях я вижу рассинхронизацию между подачей и движениями в виде подвыпирания углов, неравномерности линий и других типичных дефектов. Ну это цена за двухэкструдерность и отсутствие возможности настроить какую-то компенсацию. Совмещение сопел кстати настраивается очень просто. Есть тестовый код, печатаешь, смотришь сколько куда накинуть соток для идеального совмещения. Ну отсутствие времени тем не менее не мешало моему внутреннему перфекционисту стриггерить на ряд моментов. Ну в каких-то случаях я не исключаю что сам дурак конечно. Далее расположил их в эмоциональном порядке от дискомфорта до физической боли.
Полигон Х (это слайсер такой)
Текущий полигон насколько я понял работает на CuraEngine, но это вообще не кура, совсем другая программа. Упор сделан на «однокнопочность», и она там действительно есть. Если принтер получит человек, который в печати ничего не понимает, он скорее всего действительно на пикасах запечатает быстрее чем на другом принтере. Но через какое-то время с полигона да начинает бомбить. Количество обновлений, прилетевших уже на моей короткой памяти в полигон – прям большое. Ну то есть разработка там идет. Но у меня ощущение что она идет куда-то не туда. С каждым обновлением сообщается что «теперь время печати считается точнее» и оно всегда вообще даже примерно не совпадает. Позиционирование модели очень неудобное. Просто подвигать на столе модель сложно. Все по кадрам. Если моделей на столе несколько – для программы это как операция на числах с плавающей запятой. Нет, ну если у вас модель из четырех вершин и четырех полигонов, то ок, но у меня модели обычно посложнее. Никаких гизмо крутилок нет, надо выбирать угол, под которым смотришь на модель, затем нажимать поворот и вручную или скролом мотать градусы по осям, потом применять, менять угол просмотра модели, все повторять. Сам слайсинг кстати происходит достаточно быстро, но затем, когда пытаешься послойно просмотреть модель, то складывается такое ощущение, как будто мой комп с предпоследним по архитектуре i7 и дискретной Nvidia прикидывается ZX Spectrum. Полигон конечно знает принтеры, сам их ищет в сети, в нем есть база данных с профилями под все на свете, но это все его не спасает. Есть очень большая доля пользователей, уставших от всего этого, пользующихся симплифаем. Да можно и курой или прюшеслайсером резать, он и обычные джикоды понимает, там просто не получится подключить часть систем контроля, равномерности подачи, поверхности, возможность регулировать z-офсет и ретракты на лету – все это не будет работать без plgx проектов. А если вы покупаете принтер за приличные деньги, которые предполагают работу всех этих энкодеров, а пользуетесь аппаратом в формате принтера за в два-три раза меньшие деньги - ну какой в этом смысл. Сейчас добивочка: полигон не умеет распознавать мосты. Я не буду комментировать, можно? Пойду чай заварю и буду дальше писать.
Настройка стола
Реализована прямо интересно, для меня необычно. Экструдер должен съездить в три точки, упереться в них. И в момент, когда сопло держит стол надо зафиксировать рычажком/крутилкой это положение. Две точки спереди, одна точка сзади. Казалось бы, идеально. Никаких этих барашков, пара движений – плоскость. На деле сколько раз я не калибровал стол у меня получалось спереди перелив, сзади недолив. Натяжение пружин одинаковое по ощущению. В случае с барашками подкрутил и все дела, тут мне сказали надо подстраивать еще некий датчик сзади. Ну я забил. Две передние точки калибровал с подложенной бумажкой (значит примерно + сотка), получилось идеально. Больше не калибровал, с января он так и печатает. Первому слою при смене филамента иногда приходится чуть Z-офсет менять, видимо зависит от диаметра прутка. Если катушку не менять ничего и не меняется. К вопросу почему перелив спереди ну когда-нибудь может вернусь. Фотки
Скругление сопел
После нескольких двухэкструдерных печатей заметил, что латунные сопла упираясь в клапан начали стираться по бокам. Убить латунь некомпозитами - обычно это надо прямо постараться, так что это клапан. Долго (не очень) думал, пришел к выводу что ничего тут не исправишь. Сопла вкручены до упора. Никаких подтеканий нет. Интересно что они и сейчас в этом состоянии (спустя 4 месяца) прекрасно печатают. Но для сопла 0.5 я ширину линии больше 0.6 не ставил. Возможно если ее увеличивать проблема и вылезет. Может поставлю калёные, накину на профили по 10 градусов. Их так просто не скруглить, они скорее сами клапан проточат.

Свежепоставленное сопло после однократной, но длинной (~24ч) двухэкструдерной PLA+PVA печати
Удаленная печать
Я привык работать следующим образом. В свободное время, обычно дома, не редко вечером, часто в выходные я моделирую. И вот я привык что, например, в воскресенье вечером я сделал коды на печать, включил на работе wifi розетки, запустил компьютеры, принтеры, подключился к локальной сети через vpn, отправил задачи на печать, по вебке посмотрел что слои ложатся. К утру я прихожу на работу, снимаю готовые модели со столиков и лечебный процесс продолжается. Дизайнер позиционируется как сетевой принтер, но с ним так не получается по двум причинам. Во-первых, он нормально не работает в нашей сети. Если ему построить через роутер/свич личную сеть с одним компьютером, то все ок, файлы через полигон пересылаются. Но если к роутеру подключить общую сеть, то всё, задачи на принтер уходят вечность. И так как маленькую локальную персональную сеть для дизайнера я строить не намерен, я к нему (как к принтерам из 10х) бегаю с флешкой. К сетевому принтеру, с флешкой. Кто вообще сейчас печатает с флешки? Даже в пределах квартиры уже у всех веб морды или на крайний случай октапринт/репетир. Ну вот так. Да, это нужная опция на случай сбоев сети итд, и нельзя ее совсем выпиливать как некоторые производители, не будем показывать пальцем на букву И. Разработчикам много раз об этой проблеме кстати сообщали. «мы работаем над этим». Второй момент. Если даже бы сеть работала, то включить принтер мало. На нем надо нажать кнопку «готов к печати». А если принтер выключился и включился – на нем надо снова нажать кнопку готов к печати. Проверил столик, побрызгал, посмотрел сколько пластика, нажал готов к печати, выключил, включил удаленно – не готов к печати. Да, вот такая история. Сетевой принтер не сможет начать печатать, даже если он готов к печати, потому что он не запоминает статус готовности. Ну не бред? Я даже не говорю о минимальном функционале удаленного контроля. Мне бы только запустить. Короче, удаленная работа с дизайнером - это боль. Бегаем с флешками дальше.
Резюмирую. Принтер выполняет поставленные перед ним задачи, отпечатки по качеству великолепны (у меня). 3д печать как область знаний и производства сейчас растет как на дрожжах под дождем. Появляются новые проекты и принтеры. Открытые, коммерческие, разные. Печать с внешними стенками 100 мм/сек и ускорениями под 10000 уже не фантастика, хоть и дичь. Picaso 3d для многих является флагманом производства топовых устройств, пожелаем им удержать статус и учесть имеющиеся пожелания клиентов, а пожеланий хватает.
Так причем тут лягушки спросите вы. Ну может быть вы уже знаете, что это про биопечать. Есть такой Андрей Константинович Гейм, физик, получивший нобелевскую премию за открытие графена и шнобелевскую – за самый бесполезный эксперимент. В сильное магнитное поле он поместил лягушку, и она там стала летать. Так вот российская компания 3D Bioprinting Solutions решила использовать этот эффект для печати биочернилами из сфероидов, в которые для магнитной левитации был добавлен парамагнетик на основе гадолиния. А для того, чтобы максимально снизить гравитационную нагрузку, этими сфероидами с гадолинием в стабилизирующем магнитном поле сейчас пытаются печатать в космосе. Все идет к тому что в течение 10-15и лет станет вполне возможно напечатать почку или печень. Потому что кожу и железистые ткани печатают уже сейчас. И производителей биопринтеров на мировом рынке уже несколько десятков. Единственное что для развития подобных технологий надо сделать человечеству – перестать взрывать деньги и ресурсы.
Спасибо за внимание.
Sincerely yours,
Дмитрий Окишев

Еще больше интересных статей
«Аварийная» душевая система
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Промышленная FDM 3D-печать открывает путь к массовому производству человекоподобных роботов
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
3д принтер, как инструмент для создания инструментов.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









{kind=link}
{kind=link}
{kind=link}
Комментарии и вопросы
Вбей колышек, привяжи на тросс...
Вы комментарий читали ?Предста...
Вы комментарий читали ? Челове...
Здравствуйте, сгорел драйвер э...
Всем привет! Возникла проблема...
В прошлой статье немного ошибс...
Здравствуйте! Мне очень нужна...