

PICASO Designer X PRO
Описание 3D-принтера «PICASO Designer X PRO»
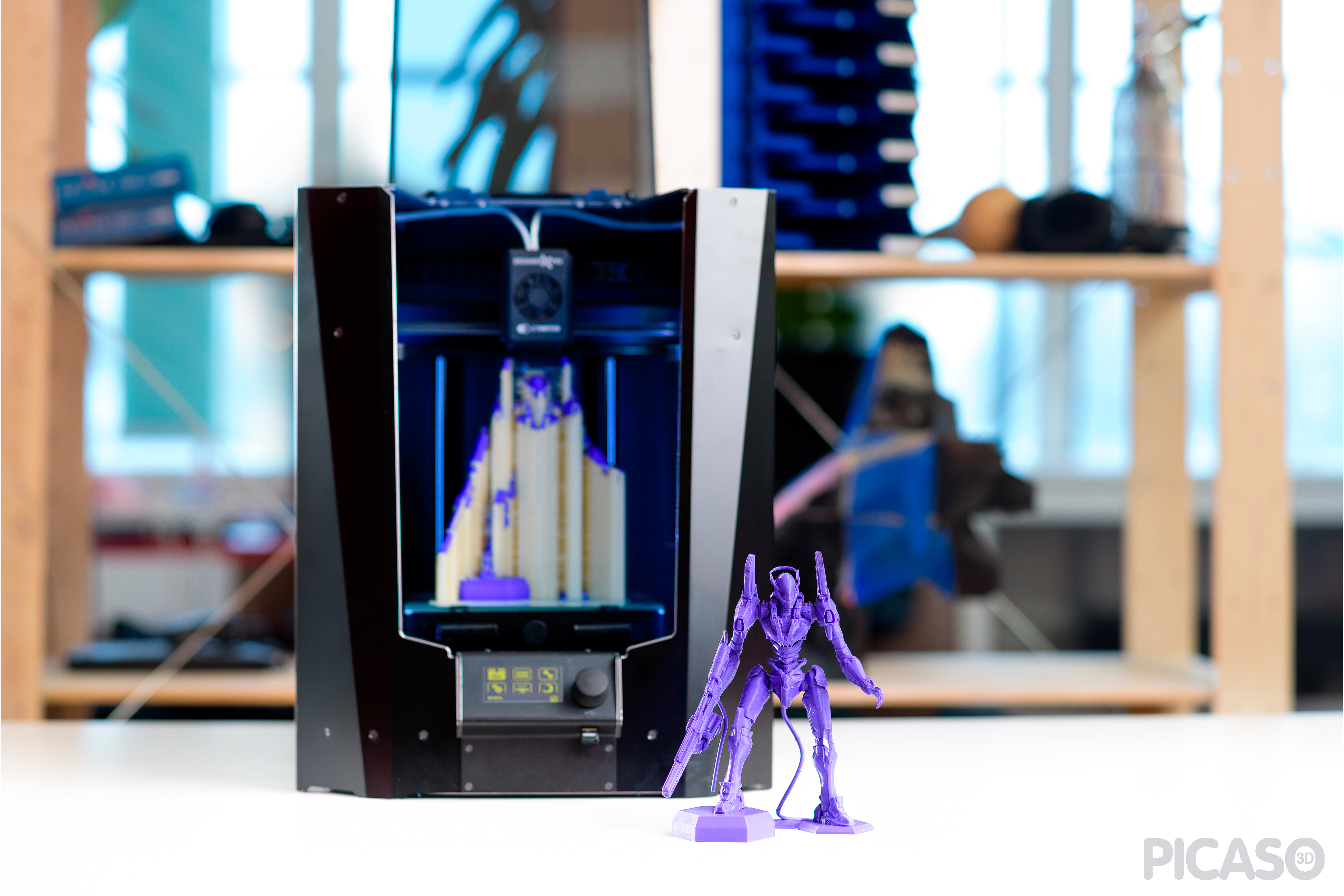
Designer X PRO - флагманский 3D-принтер от российской компании PICASO 3D. Устройство оснащено двумя соплами, работающими по технологии JetSwitch. Область печати составляет 200х200х210 мм, скорость печати 30 см3/час, время переключения между соплами составляет всего 5 секунд, что делает его самым быстрым двухматериальным принтером на рынке по технологии FDM/FFF. Спектр расходных материалов включает в себя любые термопластики, вплоть до температуры плавления 380 градусов.





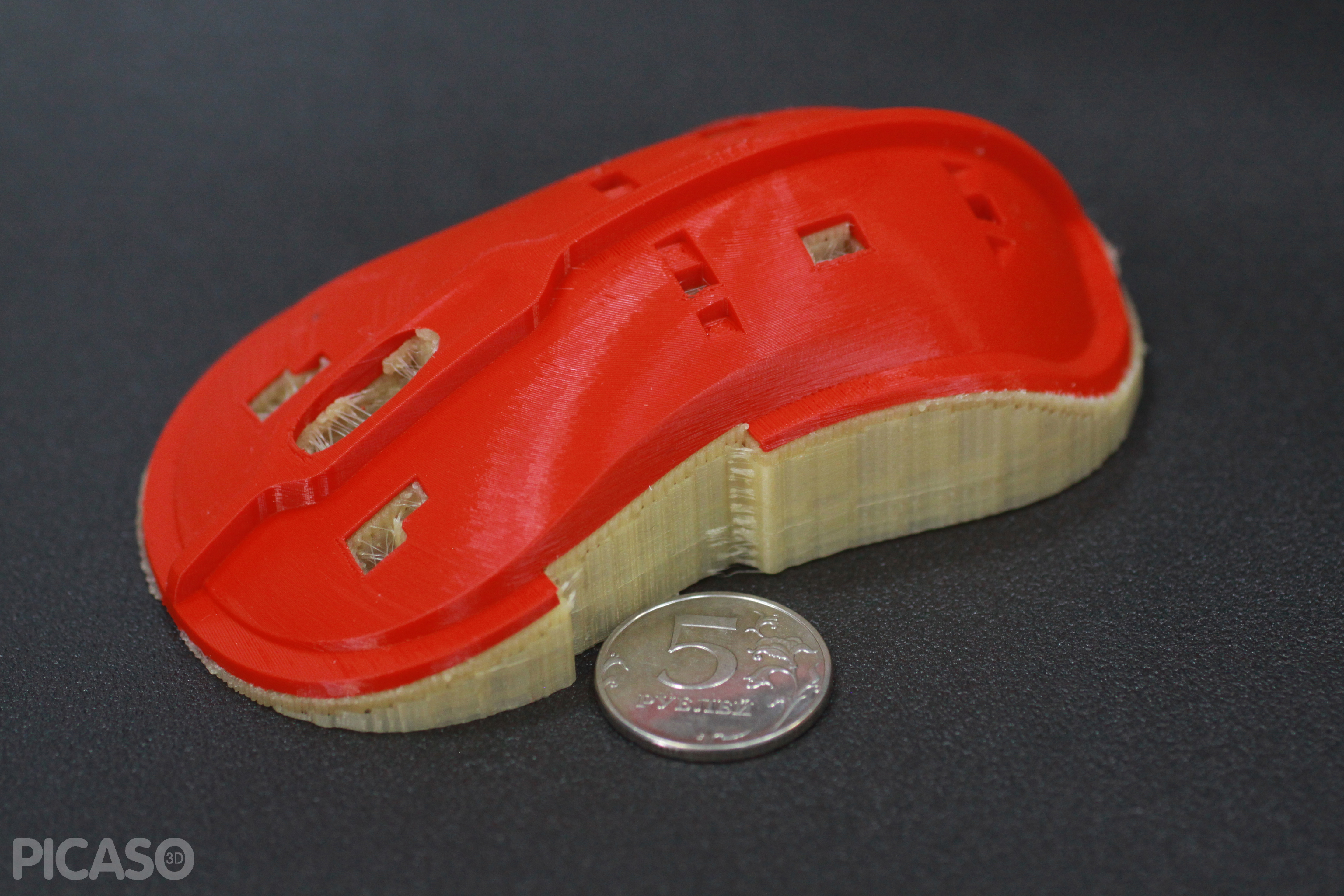
Распечатанные модели
alviru распечатал на
PICASO Designer X PRO
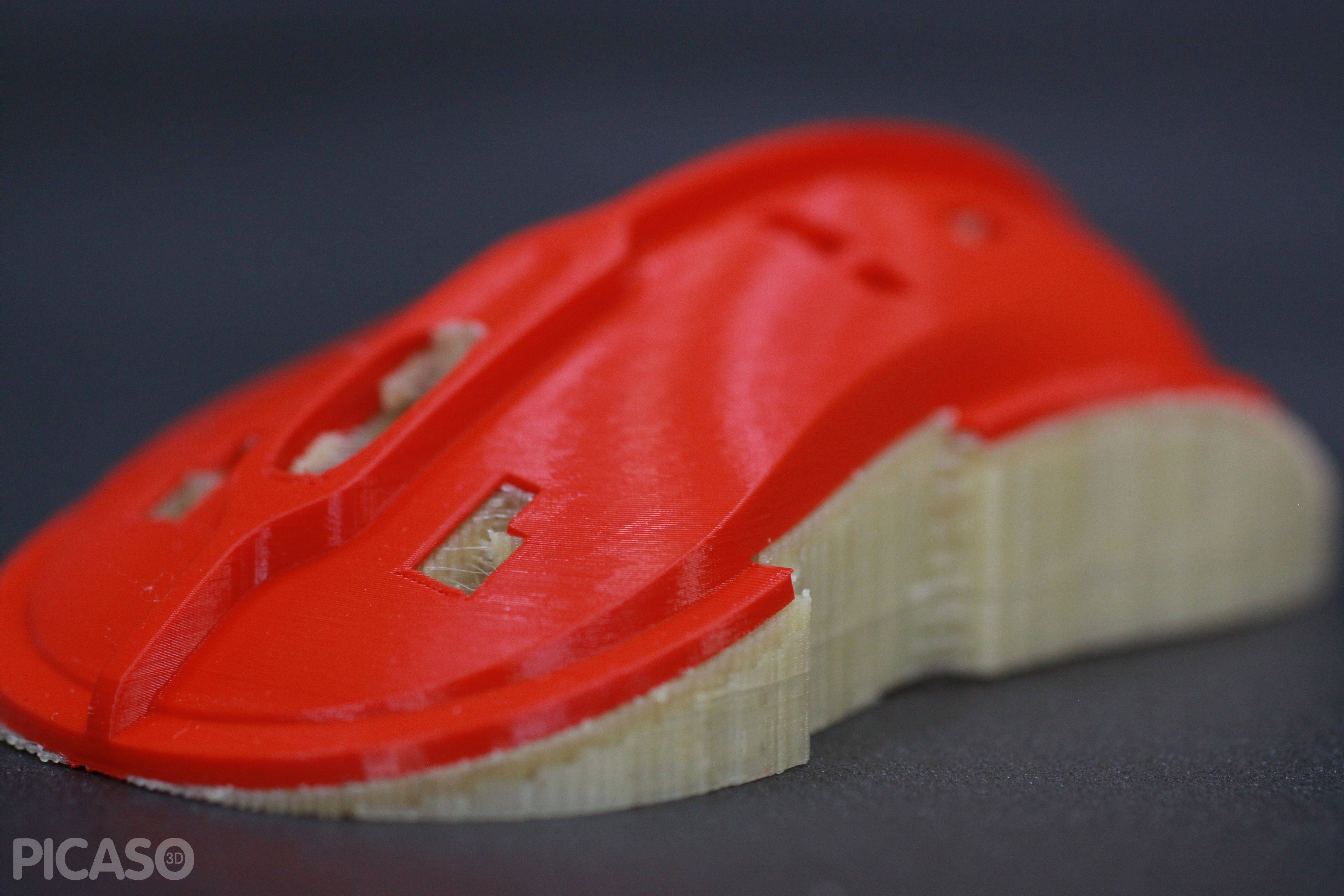
vorotnikov.s распечатал на
PICASO Designer X PRO
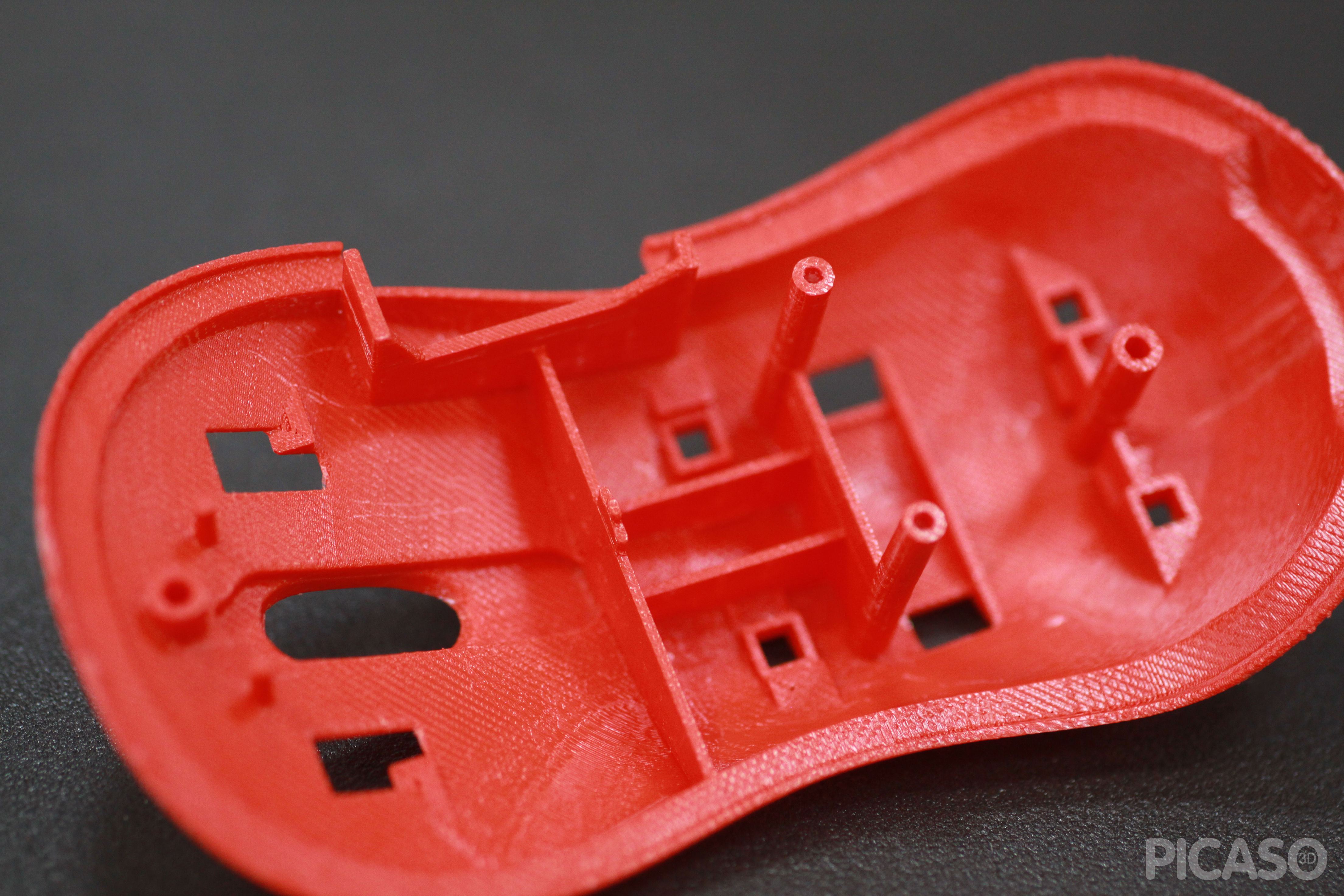
vorotnikov.s распечатал на
PICASO Designer X PRO
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Плюсы:
Оправдывает свою цену, со всем, кроме ПЛА РЭК проблем не возникало, 0.5 сопло и двухматериальная печать решает :)