

Ender 3
Описание 3D-принтера «Ender 3»
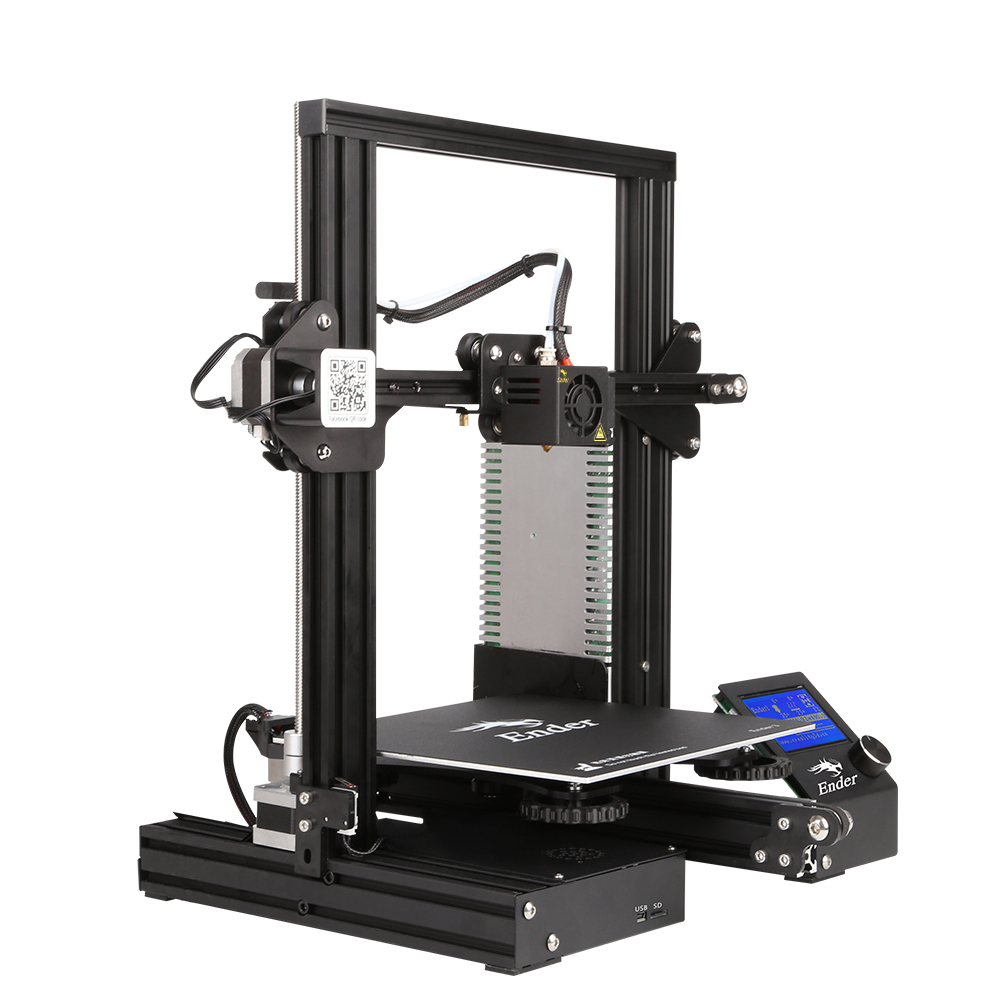
Creality Ender 3 - бюджетный 3D-принтер от Китайского производителя Creality 3D. Устройство оснащено подогреваемой платформой, дисплеем, одним экструдером с соплом 0,4 мм. Область построения Creality Ender 3 составляет 220x220x250 мм. Для печати используются PLA, ABS, Wood, TPU и другие типы пластиков.



Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
Очень хороший принтер, советую всем.
Почему в характеристиках нету отличного пластика как PETG ?
Всем привет! Кому лень разбираться в компиляции вот ссылка на прошивку Marlin 2.1.1 Ender-3 pro. Прошивка с минимум изменений, добавил поддержку кириллицы в именах файлов и русский язык в меню. https://cloud.mail.ru/public/3tva/wpEWvFqT9
Данный принтер покупал на Алике за 13к, сразу же брал тихую МП.
После Prusa i4 (Тот который черно желтый) - просто огонь, нету никаких проблем ни с выставлением нулевой точни ни с печатью ни с лососевой кожей. Просто настроил один раз и пользуюсь уже примерно год.
За свои деньги изумительная и тихая вещь! В основном печатаю PLA.
Подскажите пожалуйста, у кого были проблемы с появлением звона или ряби по осям X и Y? Механика ходит нормально, без усилий и заеданий.
нужно заменить шаговик на проблемной оси - это избавит от ряби. Для надежности можете поменять местами шаговики проблемной и исправной осей. Если ситуация логически изменилась, то дело именно в них, а по другому я не знаю...