

RepRap
Описание 3D-принтера «RepRap»
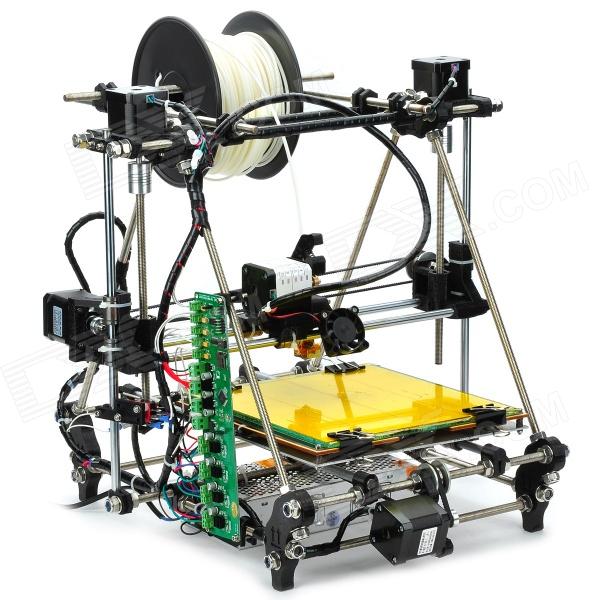
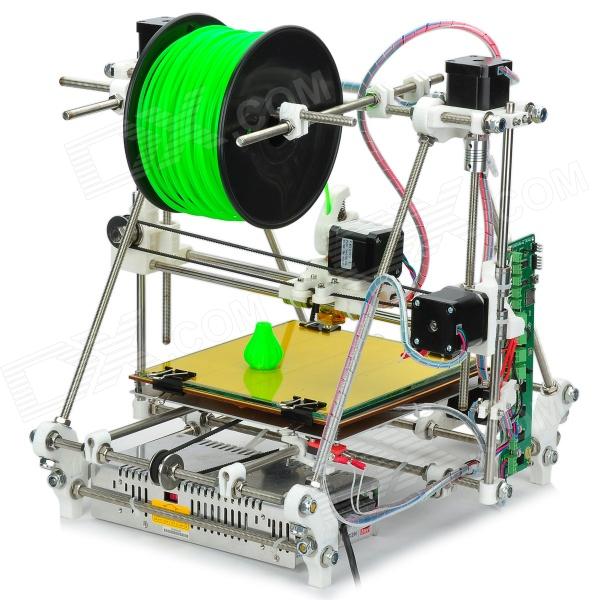
RepRap (Replicating Rapid-prototyper) - любая свободно распространяемая машина для быстрого прототипирования, которая может воспроизводить большую часть своих собственных частей. Устройства RepRap способны печатать пластиковые компоненты из состава собственной конструкции, которые могут быть использованы для постройки клонов оригинального устройства. Отдельные устройства RepRap успешно применяются для производства печатных плат и металлических частей. В связи с открытым доступом к чертежам принтеров RepRap, многие из проектов перенимают технические решения аналогов, создавая, таким образом, подобие экосистемы, состоящей по большей части из свободно модифицируемых устройств.
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1715 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Предложений по продаже от компаний нет.