

Anet A6
Описание 3D-принтера «Anet A6»
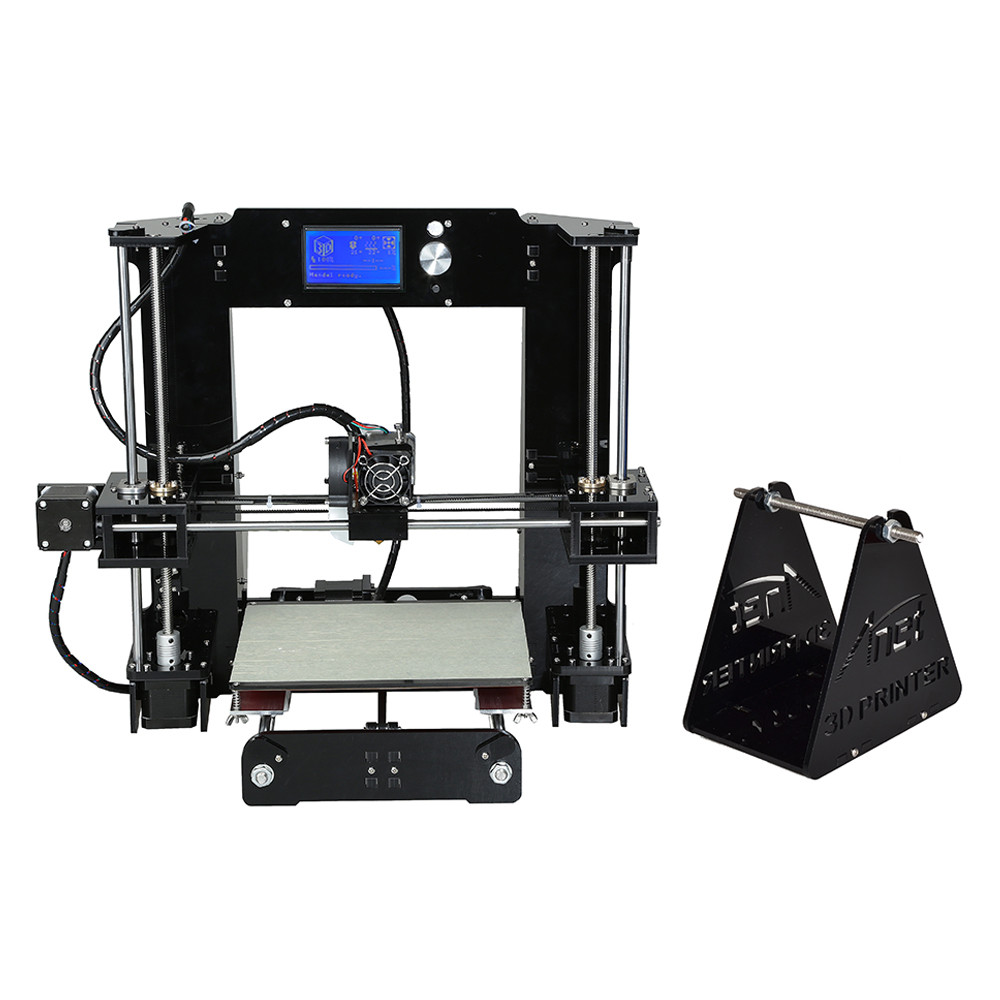
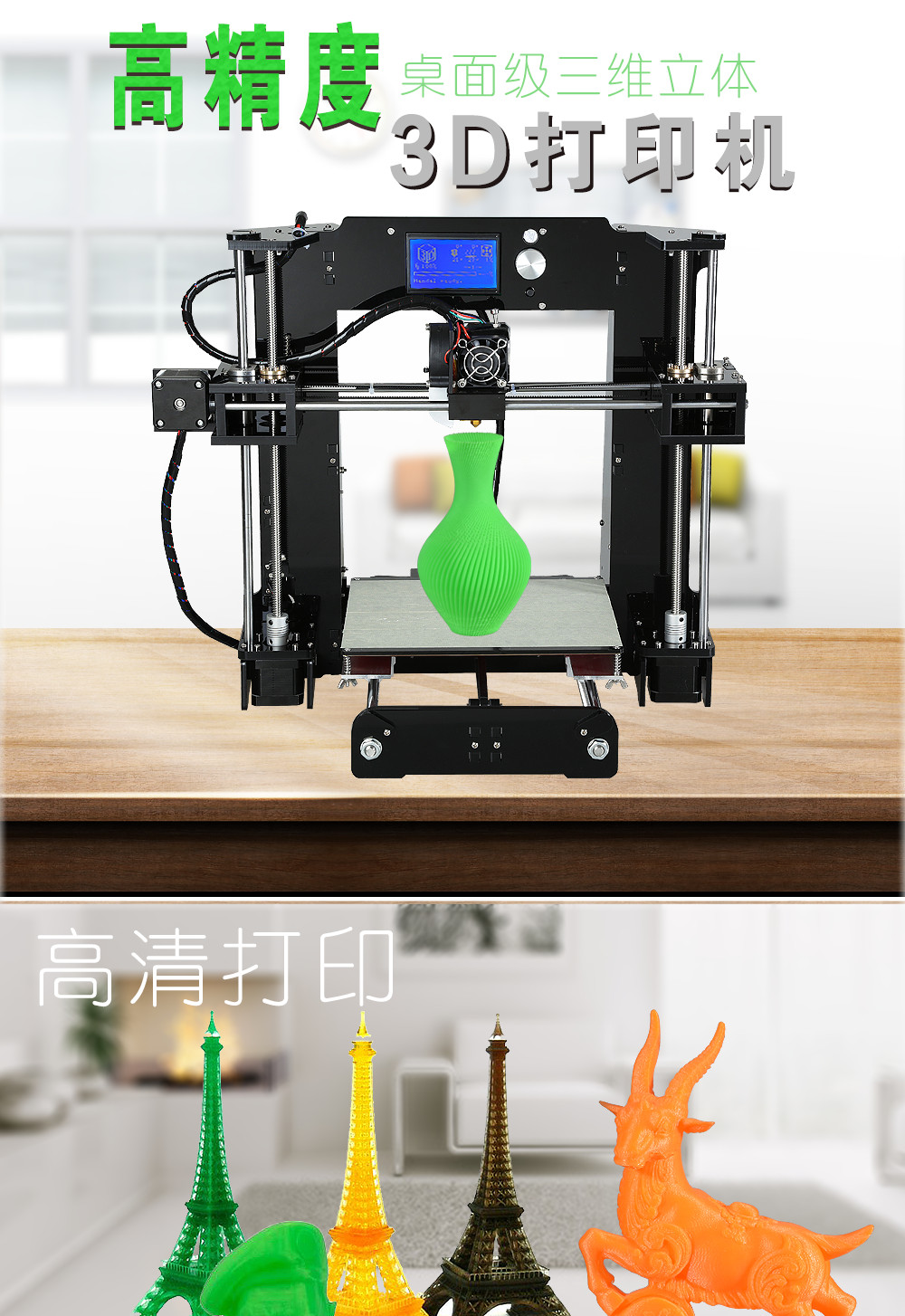
3D-принтер Anet A6 - китайский вариант RepRap проекта Prusa i3. Область печати составляет 220x220x250 мм. Принтер оснащен подогреваемым столом, дисплеем и позволяет печатать ABS, PLA, HIPS пластиками.


Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1715 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
Предложений по продаже от компаний нет.