

Anycubic Photon
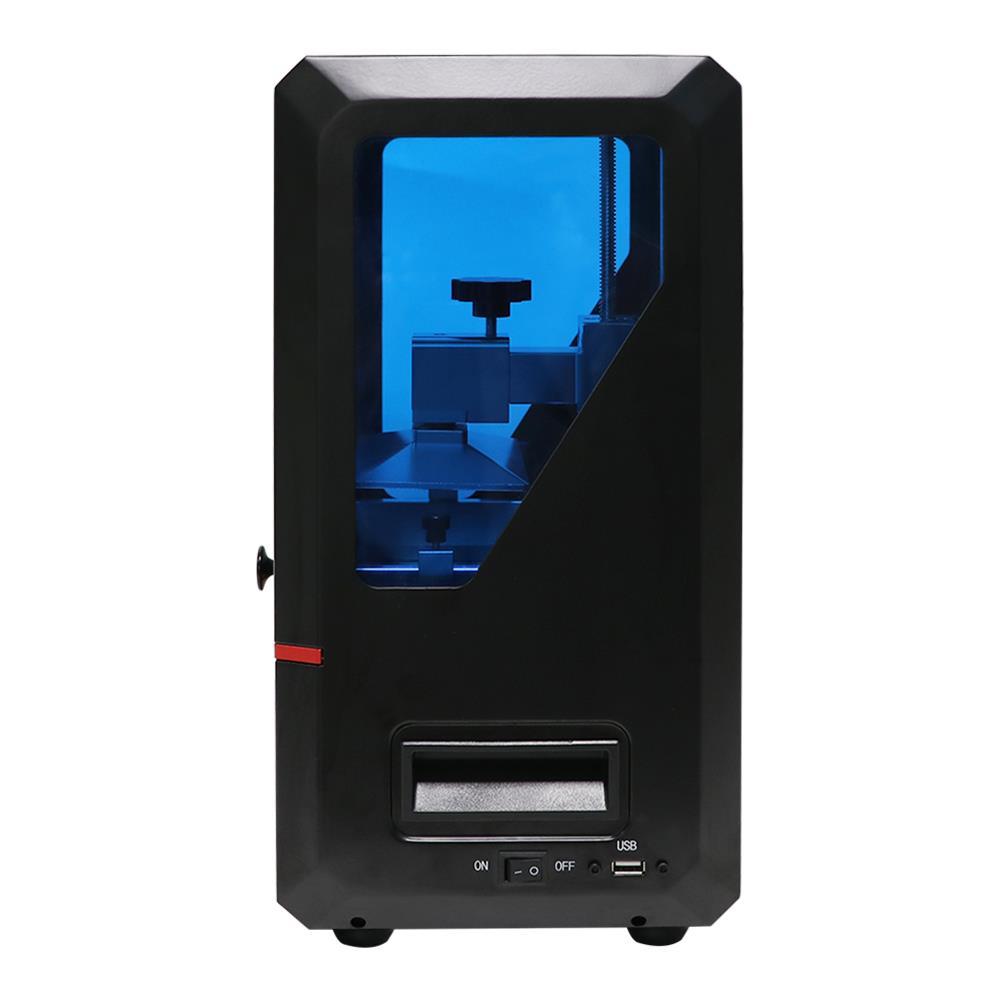
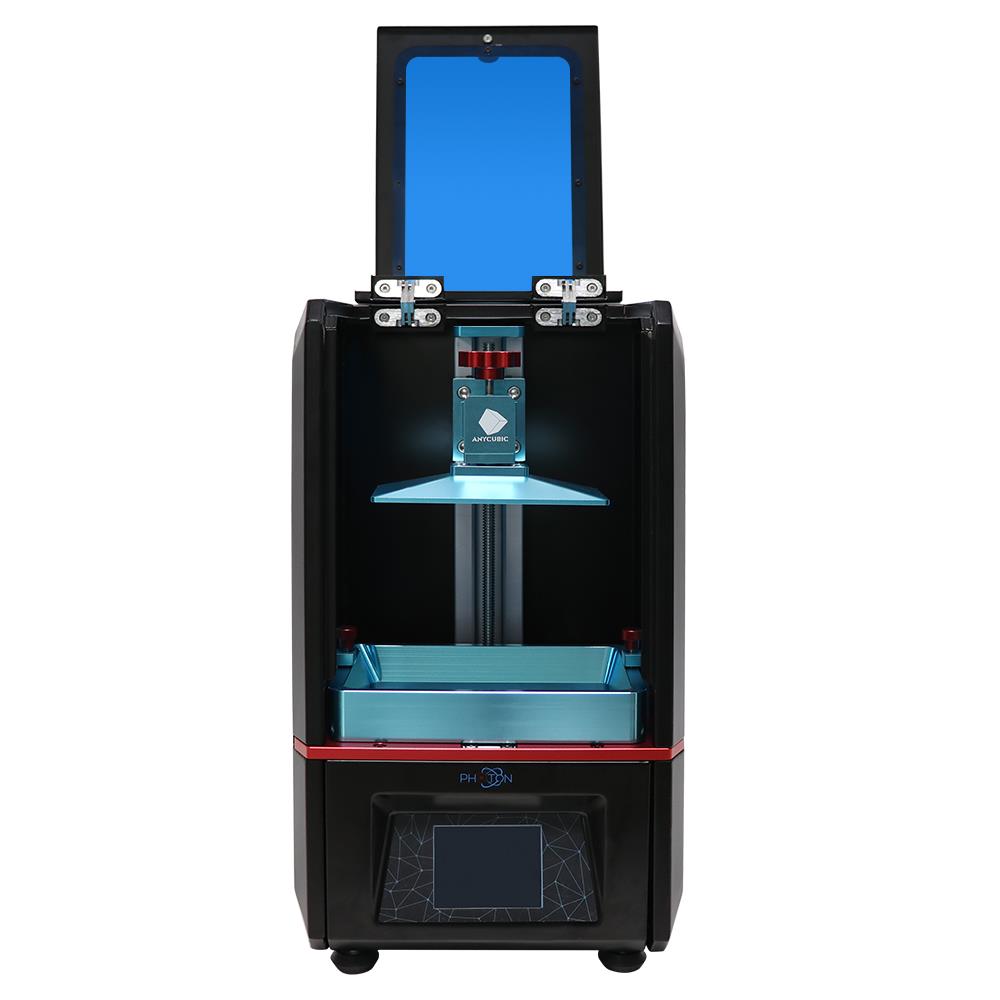
Описание 3D-принтера «Anycubic Photon»
ANYCUBIC DLP Photon - фотополимерный 3D-принтер, работающий по технологии DLP. Устройство оснащено LCD дисплеем и имеет область построения 115x65x155 мм.

Распечатанные модели
TatAERO распечатал на
Anycubic Photon
anikievas распечатал на
Anycubic Photon
anikievas распечатал на
Anycubic Photon
nonavlon распечатал на
Anycubic Photon
amforma распечатал на
Anycubic Photon
amforma распечатал на
Anycubic Photon
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.