

DIY DLP или upgrade покупного принтера? Часть 4, печатаем

Продолжение, предыдущие части: DIY DLP или upgrade покупного принтера? Часть2, software, Часть 3, hardware
В финальной части рассказа про переделанный Photon речь пойдет о результатах печати.
Повторю, что принтер собирался для упрощения прототипирования и производства восковых моделей в ювелирке. Поэтому основные требования, которые предъявляются к напечатанным моделям – хорошая детализация (отсутствие сглаживания) и гладкая поверхность наклонных плоскостей (наличие сглаживания). При цифровом способе печати эти два параметра противоречат друг другу, поскольку пикселизация и разделение на слои приводит к «ступенькам». Конечно, есть возможность использовать сглаживание, и 2D, и 3D, но слайсеры пака не умеют включать сглаживание для одних фрагментов модели и выключать для других, а уж тем более использовать разную интенсивность сглаживания для разных поверхностей одной модели. Хотя, возможно, я чего-то не знаю, и уже всё сделано, осталось только найти тот самый слайсер. А пока приходится «кушать, что дают» (или повышать разрешение при печати, о чём скажу чуть ниже). Хотя и с имеющимися слайсерами, а точнее с используемым NanoDLP, результаты печати выглядят очень неплохо.
Остальные параметры печати не так важны. Например, точность изготовления моделей для ювелирки не так сильно важна, как для стоматологии. 10-15 процентное изменение размеров при ручном изготовлении украшений - совершенно обычная история.
Но для начала всё же хочется написать несколько слов про прекрасное и пока недосягаемое будущее. Очень странно, что информация про новую технологию печати LRP (Laminated Resin Printing) появилась в мировой паутине ещё осенью прошлого года, а среди русскоязычных ресурсов мне удалось найти только пару статей: на 3dmag и на 3dprinter с подобной информацией. Не буду перепечатывать статьи, на 3dmag технология очень понятно описана. Но как раз это детальное описание технологии подводит к мысли, что в домашней печати подобная технология ещё долго не будет использоваться. Так что подобные фото с тестовыми отпечатками будут вызывать удивление и непонимание.
Вот, например, кораблик на 10-центовой монете:

А к чему это я про LRP? В комментах к первой статье меня спросили "а почему не использовать матрицу с более высоким разрешением?". Прочитав об этой технологии, невольно задумываешься: а к чему эти полумеры, пиксел матрицы более высокого разрешения "всего-то" в полтора раза меньше (31 против 47мк), причем замена матрицы тянет кучку других проблем (увеличение мощности LED, охлаждение LCD матрицы с защитой от пыли), а в LRP - 5 микрон!
Конечно, разрешение в 5 микрон, это – супер, но, если подумать, что для печати каждого слоя надо лист полимера накладывать сверху и как-то прижимать, всякое желание иметь подобный девайс и самому печатать что-то не для книги рекордов Гинесса или ради хайпа быстро улетучивается.
Так что вернемся на Землю, то есть, в РФ времени самоизоляции, к тому принтеру, который уже сделан. Тут пока все гораздо масштабнее. И точки засветки, которые пока не дошли до размера вокселов и называются пикселами, и длина кораблика (6мм) составляет уже треть 10-копеечной монеты. Но без лупы детально рассмотреть такой корабль я уже не могу.

Несмотря на размер, отпечатан он вполне достойно. Даже клюзы хорошо напечатались и тоненькие стойки рубки не порвались. Использовался полимер Harz Labs Dental Cast, слой 40мк, время засветки 10 сек. Такой режим оказался оптимальным, и все модели на фотографиях отпечатаны на нём. Пленка ванночки – от официального магазина Anycubic на Ali.
По поводу тонких элементов хочется сказать отдельно. Очень похоже, что для того, чтобы они не рвались, нужно использовать механизм качания ванны, который будет уменьшать усилие отрыва модели от пленки. Посмотрите следующую фотографию:

Это тот же кораблик, но с временем засветки 12 сек. Как видите, одна из задних стоек рубки разорвана. У меня нет никакого разумного объяснения, кроме как «оборвалась при отрыве от пленки». Не могу сказать однозначно, почему не оборвались стойки у кораблика со временем засветки 10 сек. Может быть, действительно, это супер-оптимальное время, а может быть, место на пленке у 10-сек кораблика было более оптимальное. Кстати, стойки рубки у корабликов с меньшим временем засветки тоже порванные. Но городить механизм качания ванночки для печати таких уникальных тоненьких ножек точно не буду. Лучше нормальную пленку покупать и менять более-менее регулярно. К тому же, пока большой печатной нагрузки не планируется.
И пара фотографий более крупных моделей.
Кольцо на размер 15.3:

Шарик с перфорацией в виде сердечек диаметром 23 мм. Обратите внимание, поддержки шарика тоже довольно тонкие, и они не порвались.

На мой взляд вполне неплохо, шарик вполне гладкий, детализация тоже достойная, но без полировки готовых изделий полностью обойтись не получится. Но, как говорил вождь мирового пролетариата, практика - критерий истины. Посмотрим, как будет получаться в металле.
Для поклонников Wanhao не могу не разместить одну занимательную фотку, которая для Photon - само собой разумеющийся прием работы. Завидуйте:)

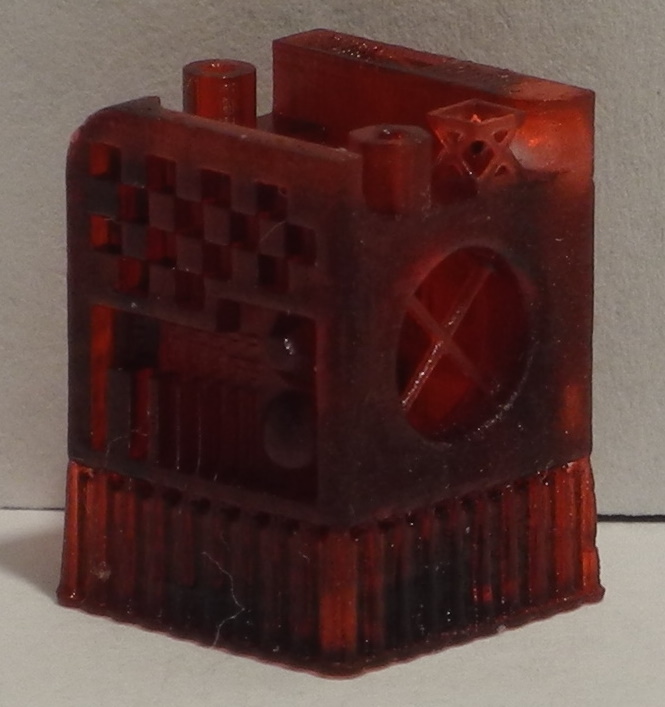
И несколько фотографий тестового кубика от 3dsla, а также небольшой рассказ по поводу особенностей печати. Кубик, действительно, замечательный. Спасибо Appolone за пост с этой моделью. Кубик замечательный и для теста печати, и для теста NanoDLP. Оказалось, что оба кубика на 3dsla (ссылки сами найдёте) имеют ошибки построения. NanoDLP об этом любезно сообщил, хотя и порезал на слои. Кубик на 3dtoday тоже не без ошибок, к тому же, мне поддержки этого варианта не понравились.
Но раз есть ошибки, надо их пофиксить! Средств много. в том числе и онлайновых. При исправлении кубика без поддержек изменилась форма одного из элементов, а кубик с поддержками исправился нормально, его и напечатал впоследствии. Но это произошло небыстро. У меня стояла самая свежая верия NanoDLP, бета 2693. Моделей в памяти было уже штук 5-6, все тестовые. Когда я засунул в память еще пару тестовых кубиков с разной конфигурацией поддержек, NanoDLP начал жутко тормозить: отклик на любой клик - задержка в несколько секунд, просмотреть слои вообще невозможно, приходится ждать отрисовки каждого слоя по полминуты. Подключил "малинку" проводом к точке доступа - нет изменения, удалил почти все модели, стало чуть быстрее, но не так, чтобы можно было нормально работать. Дело наладилось только при "апгрейде" на максимально свежий релиз, сейчас это 2615. Пока мне не трбуется подбирать время засветки, используя возможность, которая появилась в версии 2620, так что поживу на 2615. Ок, откатился на релиз, запустил печать кубика, подождал пару часиков, печать закончилась, а на платформе - пусто! Оказалось, не полностью вставил провод HDMI. Тут я в первый раз пожалел о внешней коробке управления. Подумал, что на пленке за два часа даже при чёрной матрице небольшой слой застыл, придется соскребать. Выливаю полимер, отмываю пленку - чистая! Осталось только порадоваться, что жизнь научила внимательно проверять контакты на двухчасовом примере. Ниже - фотографии того самого кубика, его размер без поддержек 10*10*10мм:




И немного о пост-печатной обработке. Промывка в изопропиле (пока есть из старых запасов) в течение 2 минут в УЗ ванне на 2 литра, мощность излучателя 60Вт. УЗ-ванночку вы могли видеть на фото в предыдущей части, ванночка куплена на ali. Наверное, можно было купить и попроще, но у ванночек меньшей емкости и мощности довольно убогие излучатели. Точно такой же девайс стоит у дочери уже год в мастерской, очень активно и беспроблеммно эксплуатируется.
Засветка делается от 15 мин до одного часа с помощью такого комплекта:

Тоже с ali, куплен примерно да 1.5тр. Прожектор - 60 Вт, 405нм. Платформа с солнечными эелементами, специально демонстрации для мелких объектов. Не вижу смысла тратить силы и деньги на что-то более монстровое. Обработка совсем не напряжная. Ничего не трескается, модели после засветки вполне твердые.
И еще несколько слов о том, ради чего это всё затевалось. Как я уже писал в первой части, принтер делался для дочери, а мысль о необходимости подобного устройства засела в мой мозг, когда я увидел, как дочь вручную, с помощью бормашинки и паяльника делает восковки для подобных украшений:

Поскольку форма сложная, то с помощью одной восковки можно получить тольо одно готовое украшение. Я себе подобного растрачивания времени представить не могу. Мои отцовские чувства заставили что-то сделать для облегчения процесса. Надеюсь, что всё сделано не зря, и в Москве найдутся литейщики, которые умеют работать с выплавляемыми фотополимерами.
Еще больше интересных статей
Использование камеры на голове для наведения лазера: оптический прицел для лазера
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Модульный микро ПК постапокалипсиса на ESP32 C3 Super mini
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Недавно, наводя порядок в электронных компонентах...
Придумал, экструдер.....
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









{kind=link}
Комментарии и вопросы
Pmma что то никто не посоветов...
Отказался от таких правок изде...
а просто нельзя вложить петлю....
Ситуация: нужно для отдельно в...
Короче получил я недавно свой...
Поговорим
Всем доброго времени суток, по...