

PICASO Designer PRO 250
Описание 3D-принтера «PICASO Designer PRO 250»
О принтере «PICASO Designer PRO 250»
Новейшая модель DESIGNER PRO 250 является развитием успешной модели PICASO 3D Designer.
Главной особенностью DESIGNER PRO 250 является возможность печати двумя материалами, а также применение новейшей технологии – JetSwitch. Designer PRO 250 позволяет значительно расширить границы применения персональных 3D принтеров. Больше нет никаких ограничений по сложности и геометрии печати!
Designer PRO 250 оснащён закрытым корпусом, автоматической калибровкой стола и интерактивным дисплеем. Инженеры компании еще больше увеличили жесткость конструкции, применив элементы из стали в критически важных узлах. По-настоящему особенным Designer PRO 250 делает технология JetSwitch, которая превращает этот настольный 3D принтер в профессиональный инструмент.
JETSWITCH - совершенно новый подход к 3D печати двумя материалами!
JetSwitch - это мгновенное переключение между материалами. Теперь не нужно ждать, когда температура второго материала достигнет рабочих параметров.
JetSwitch - это всегда чистая печать. Нет больше «вкраплений» второго материала в слои первого материала.
JetSwitch - это печать по всей области платформы без увеличения размеров 3D принтера.
JetSwitch - это экономная печать. Больше нет необходимости строить вокруг модели «стеночки» для подготовки при смене материала.
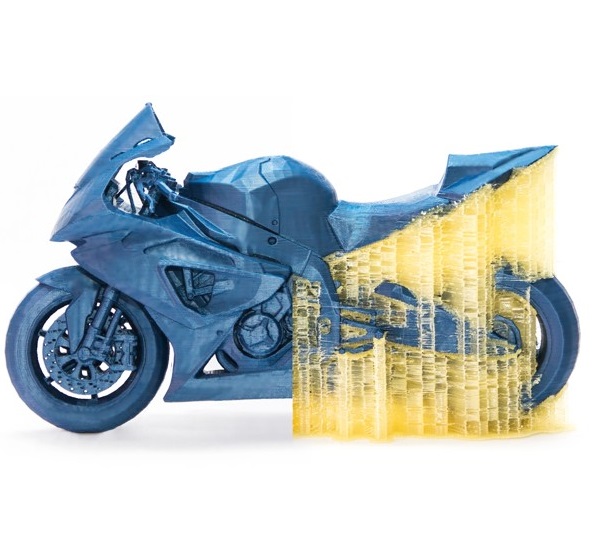
Полностью потенциал DESIGNER PRO 250 раскрывается при печати сложных моделей. Создание «поддержек» из растворимых материалов исключает необходимость ручной постобработки модели и позволяет добиться построения моделей, которые ранее были недоступны для настольных 3D принтеров.
Сочетания ABS+HIPS и PLA+PVA открывают новые возможности 3D печати. Также существует возможность использования Nylon, ASA и ABS/PC для создания сверхпрочных и упругих деталей, а PET - для полупрозрачных.
Обзоры и отзывы владельцев
- К нам Приехал Пикассо: Посмотреть
- Обзор 3D-принтера Picaso 3D Designer PRO250: Посмотреть







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Наверное самое доступное решение для печати двумя соплами (если смотреть на вторичке).
Имеет некоторые болячки - из-за особенностей хотэнда переваривает далеко не все материалы, сложное самостоятельное ТО из-за сложной конструкции и закрытой прошивки.
Шумные драйвера на всех осях - не комфортно использовать дома.
При указанных недостатках, при грамотном обращении, вполне неплохо печатает (даже по современным меркам)
Опыт использования - несколько лет.
По принтерам пикасо есть неофициальный чат в телеграмме.