

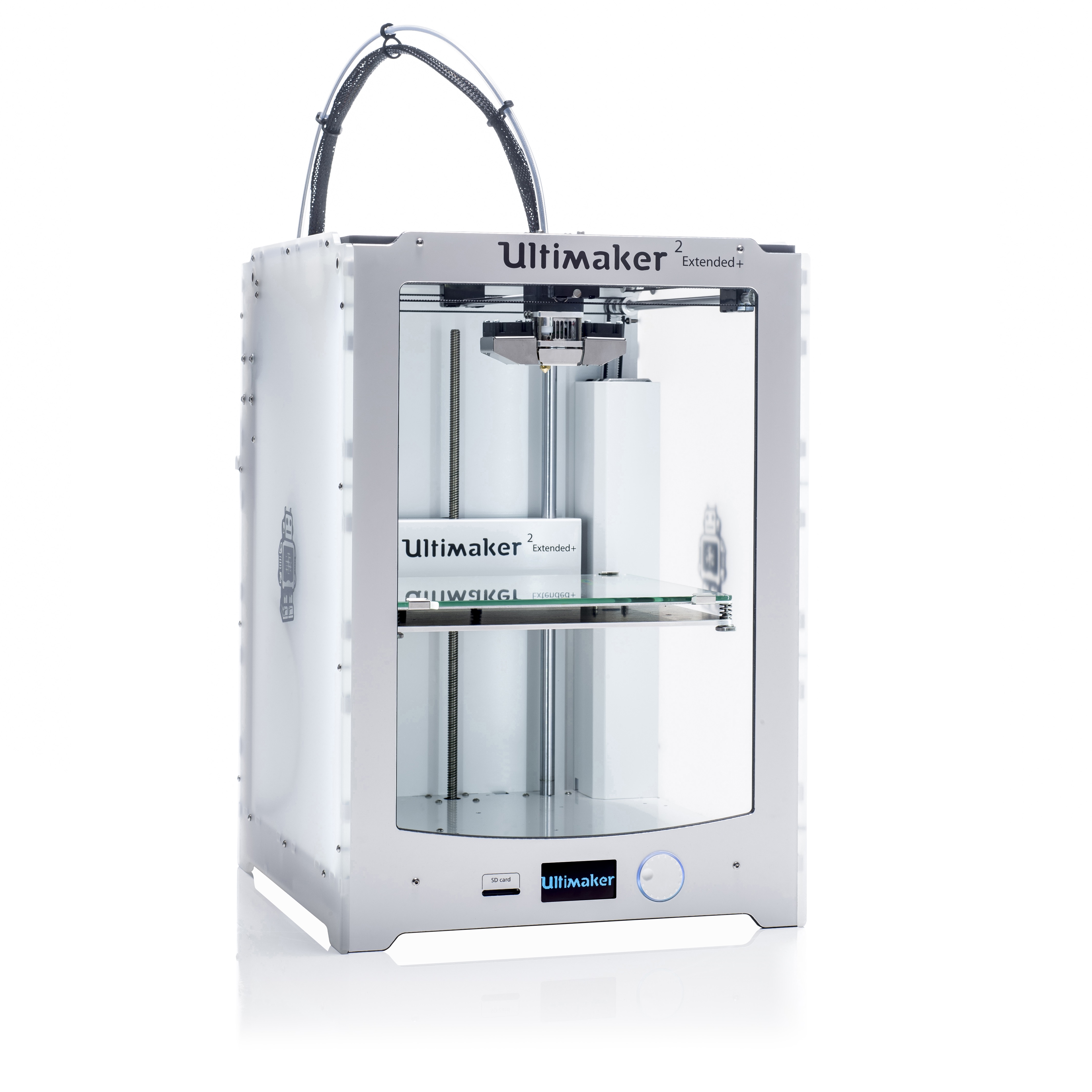
Ultimaker 2 Extended+
Описание 3D-принтера «Ultimaker 2 Extended+»
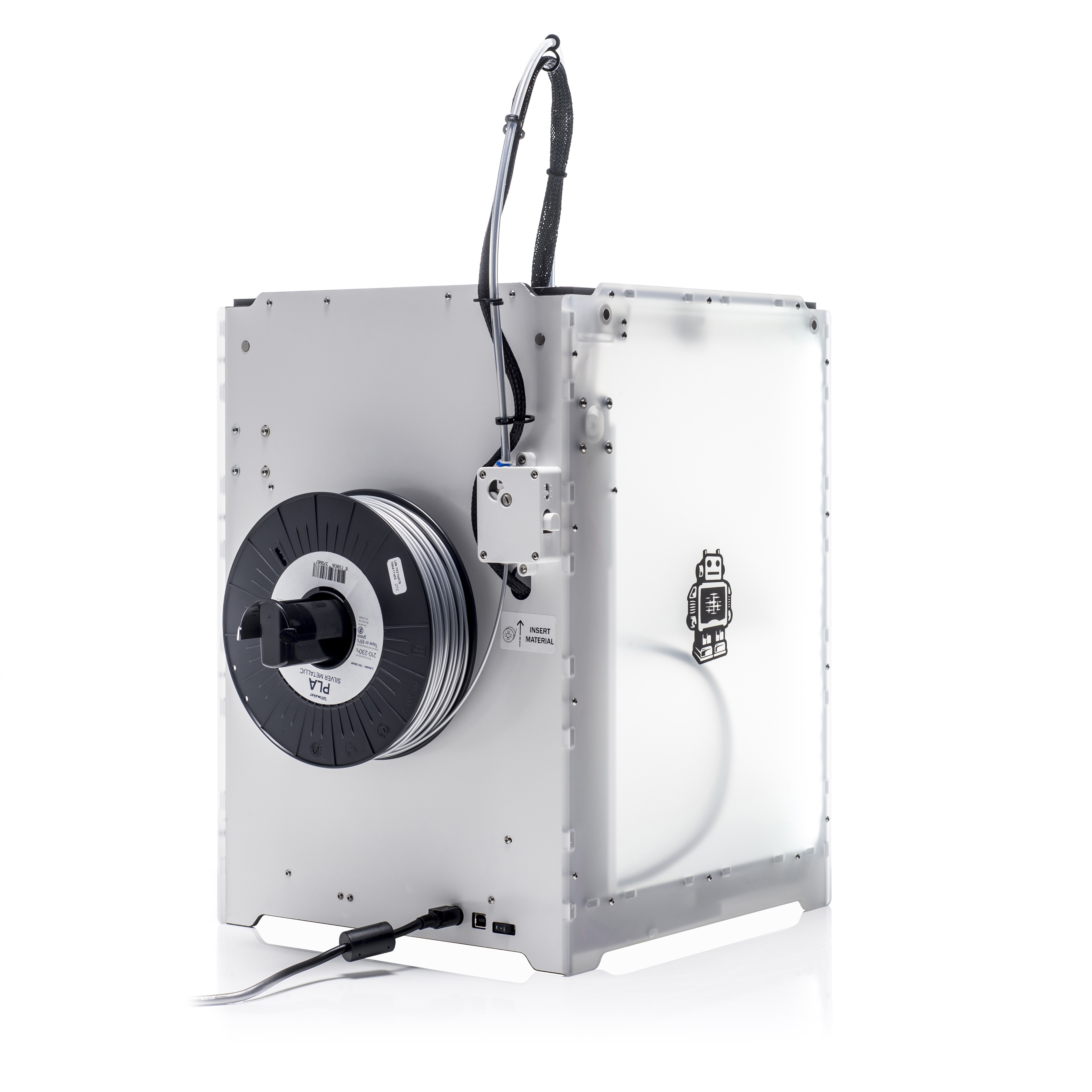
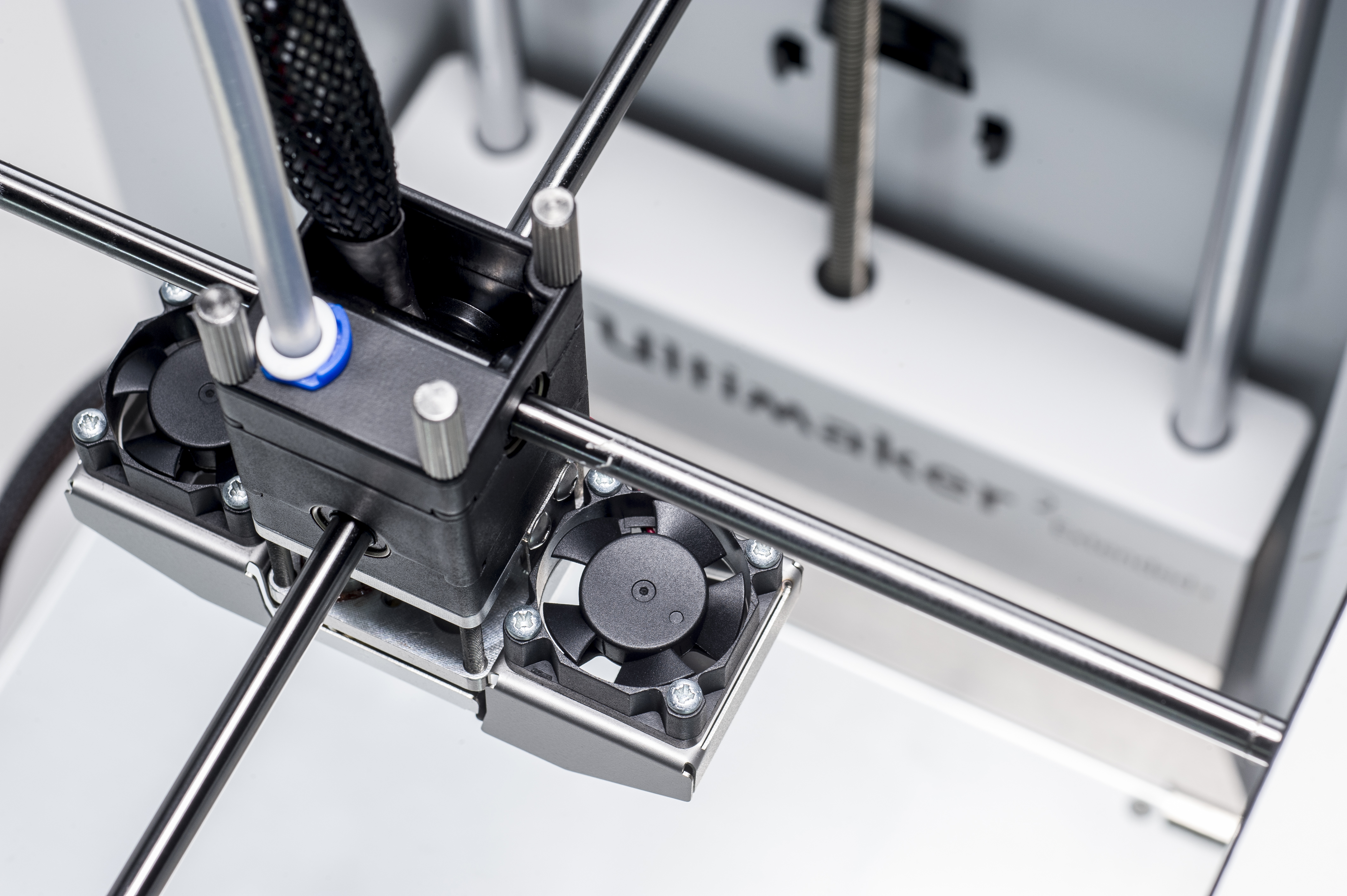
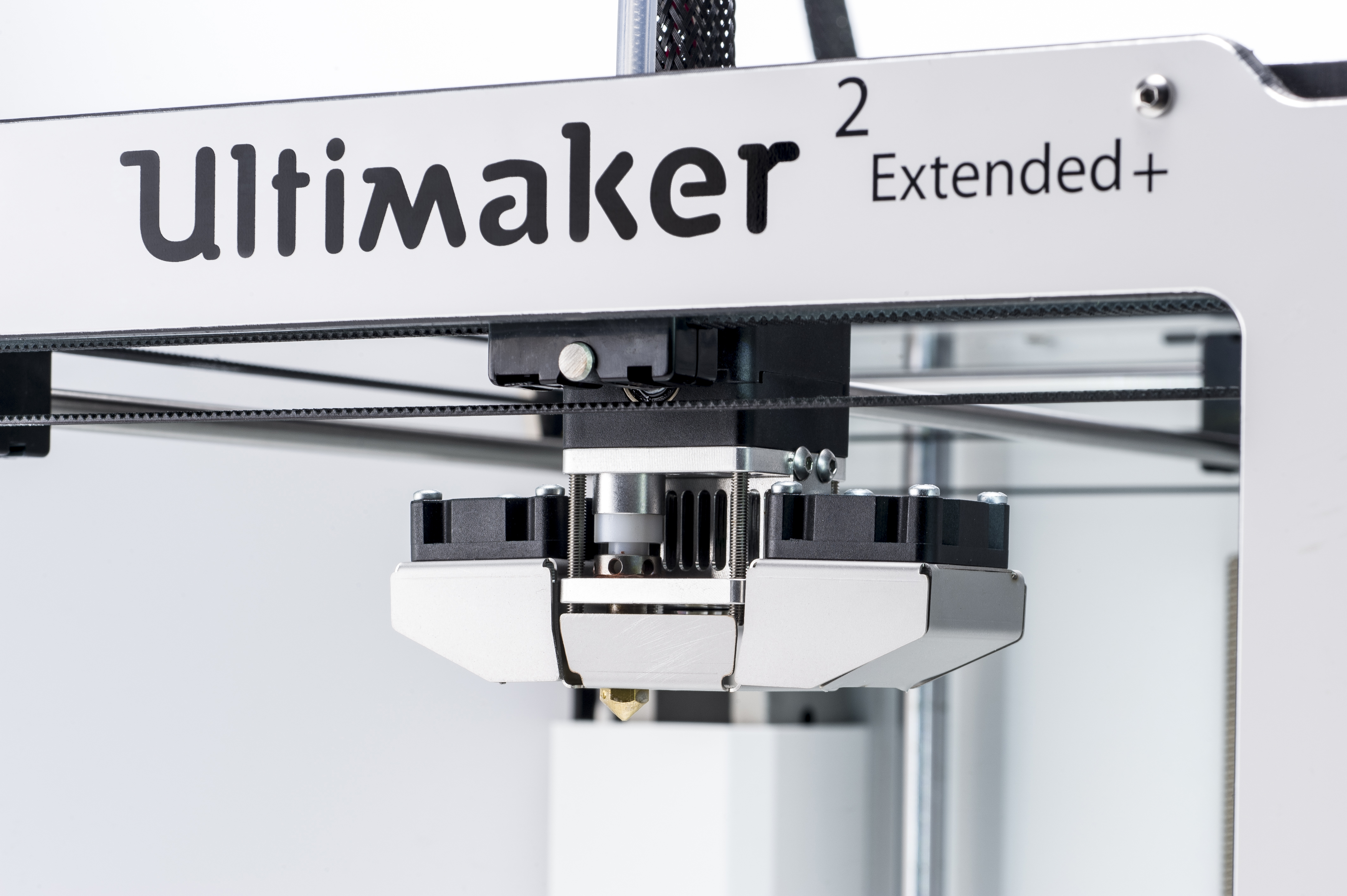
Ultimaker 2 Extended+ - обновленная версия 3D-принтера Ultimaker 2 Extended. Принтер оснащается «Блоком Олсона» (Olsson block), позволяющим менять сопла в считанные минуты, варьируя оптимальную толщину слоя от 600 микрон до 20 микрон. В комплекте представлены четыре сопла - 0.25, 0.4, 0.6, 0.8 мм. Принтер обладает высокой точностью до 20 микрон, возможностью использовать множество различных типов пластика, надежностью и увеличенной областью печати. Обновленная система подачи пластика обеспечивает оптимальное давление на нить во время печати, а также упрощает процесс замены филамента, а измененные вентиляторы охлаждения направляют воздушные потоки непосредственно на сопло равномерно с обеих сторон.


Распечатанные модели
ILLARIONOV распечатал на
Ultimaker 2 Extended+
Li_na распечатал на
Ultimaker 2 Extended+
Li_na распечатал на
Ultimaker 2 Extended+
skonik распечатал на
Ultimaker 2 Extended+
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.