

Быстрая печать ажурных стенок в Ultimaker Cura


Итак, мне понадобилось сделать довольно крупный (условно) корпус, продуваемый всеми ветрами. Чтобы сэкономить время сразу скажу, что вариантов была масса, но большая часть сводилась к тому, что я постоянно возвращался к использованию заполнения разной степени плотности. Одновременно мне не хотелось делать четыре отдельные стенки и еще меньше хотелось думать, как я их буду скреплять. TL:DR: все получилось, выручила опция Support Blocker.
Как водится, сначала я вспомнил, что видел что-то подходящее, а именно "Изготовление корпуса с идеальной глянцевой поверхностью" тов. ACKEP. Очень интересная концепция, кстати, но попробовал ее упростить, отказавшись от заполнения углов, поскольку мне это было неважно. Беда, как водится, пришла откуда не ждал. Я же говорил про ажурность? Так вот, очевидно, что для ее достижения необходимо отключить печать верха и низа. Смейтесь, пожалуйста, но я упустил, что печать без верха и низа будет распространяться вообще на все, вне зависимости от толщины. Поэтому тонюсенький соединитель стенок (0,6 мм) тоже вдруг стал ажурным.

Вот такие были исходные данные. Это половина бокса, поскольку моя мечта уложить весь бокс на один стол пошла прахом из за скудных инженерных навыков.
И вот что закономерно получилось в слайсере, когда включено только заполнение без верха и низа:

Мне не верилось, что такой соединитель будет прочным, поэтому стал искать варианты. В голову пришло проверить наличие в Cura опций для индивидуальной плотности заполнения разных частей модели. Нашел автоматическую градацию по вертикали, но не нашел, как бы задавать плотность заполнения для определенных областей.
Поэтому продолжил искать и вскоре нашел подходящую опцию Support Blocker. Как следует из названия, она нужна, чтобы предотвратить печать поддержек, где они не нужны. Но оказывается, что областей применения больше. Энтузиасты придумали, как использовать Support Blocker для печати разных частей модели с разным заполнением (ура!) и даже - разными экструдерами с разметкой прямо из слайсера. Оказывается, если наложить такой блок Support Blocker на модель, то появляется возможность менять параметры пересекающихся областей. На том, собственно, и строится трюк.

Так как у меня принтер с одним экструдером, то второе меня не интересовало, а вот первое - очень даже. Рецепт, как выяснилось, простой.
- Открываем модель
- Включаем Support Blocker
- Ставим блоки Support Blocker в нужных местах
- Перемещаем и масштабируем блоки Support Blocker
- Выбираем нужный блок
- Переходим в опцию Per Model Settings, раздел Modify Settings for overlaps
- Нажимаем кнопку Select settings и набираем в поиске Infill density
- Указываем нужную плотность заполнения

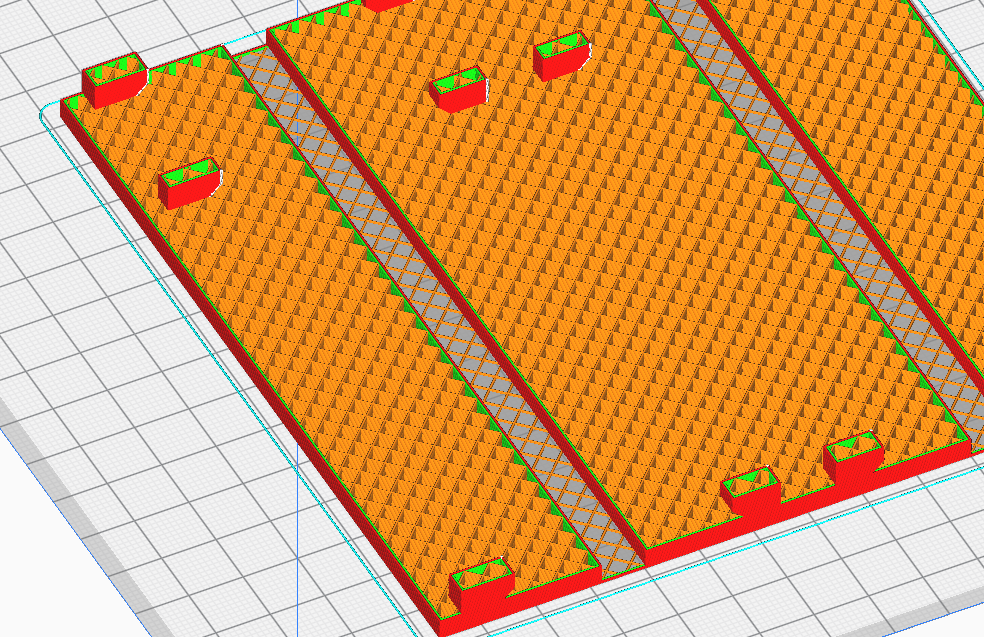
Как видно по моей модели, я использовал Support Blocker для сплошной печати соединителей и замков стенок. Последнее больше интуитивно, поскольку мне показалось, что "пористый" замой очень быстро сломается или вообще отломится от основания, поскольку там усилие на излом как раз вдоль слоя.

И вот что получается, когда был добавлен блок Support Blocker с нужным заполнением пересекающихся с моделью частей. Соединитель стал, как и планировалось, сплошным:

При этом выплыл еще один неочевидный (для меня, конечно) момент. Сначала я сделал сплошное заполнение по всему замку, но при печати тестовой коробочки заметил, что это не очень красиво. Получалось, что ажурная стенка нарушалась именно этим сплошным замком.

Тогда я немного приподнял блок Support Blocker и получилось, что первые несколько слоев печаталась как раз декоративная сетка, а уже дальше - сплошное заполнение замка. Тоже не идеально, конечно, но гораздо симпатичнее.


Здесь видно, что при финальной печати я поставил сплошное заполнение соединителей стенок, но пропустил возможность печати верха и низа. Наверное, можно было бы перепечатать, но я не стал.
Для меня очевидные плюсы такого способа печати - скорость моделирования и печати плюс возможность очень быстро менять размер ячеек в стенках корпуса. Минусы тоже очевидны: нужно модифицировать каждый блок по отдельности (что довольно муторно) и, кажется, нет способа точно размещать блоки.

Пожалуй, это все. Доклад закончил.
ps. Я предварительно поискал по 3DToday и вроде бы не нашел такого применения опции, хотя по прямому назначению ее упоминали в курсе лекций.
Еще больше интересных статей
Плюс два или минус два?
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Снятие экструдера на Qidi Plus 4 и небольшой, но полезный нюанс от Qidi
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Настраиваем прошивку Marlin и заливаем её в 3D принтер
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
Комментарии и вопросы
уважаю вашу позицию.
Молодцом! А кому отвечаете? С....
Е-мое, вот не ожидал что на пр...
Здравствуйте, нужна ваша помощ...
Добрый вечер. Есть у меня...
Пришла EBB42 1.2.1, сначала сд...
Доброй ночи. Как я понял...