

Большой тест нейлонов от Print Product

Всем привет!
Давно уже занимаюсь нейлонами и вот наконец решил поделится немного своим опытом, а так же попытаться развеять частое мнение, что нейлоны это только для шестеренок. Вот яркий пример:

А так же вторая цель небольшого исследования постараться подобрать аналог американского филамента Taulman 645, для печати деталей для гоночных квадрокоптеров. Особенность его в том, что он как никто лучше подходит для этой задачи, так как выдерживает большую ударную нагрузку, которая часто встречается в дронрейсинге.

Я договорился с компанией Print Product (которую хорошо знаю, с очень положительной стороны) взять образцы их материала на тест.
Руководство этой компании очень любезно согласилось предоставить на тест все доступные на данный момент образцы, а так же дали даже несколько экспериментальных катушек.

Получив катушки я приступил к работе!
Для тестов использовал свой ZAV MAX PRO с установленной термокамерой, на плате управления Lerdge-K (прошивка 3.0.1 на тот момент) и Direct Drive экструдер.
К сожалению задача оказалась гораздо сложнее чем казалась. До этого я конечно печатал нейлонами, но обычно это всегда был какой то таулман, а с ними у меня проблем особых не возникало + печатал в основном себе, по этому повышенных претензий к качеству не было.
В данном случае, когда я начал тест всех этих нейлонов, я пришел к выводу, что мой принтер сильно недогревает некоторые нейлоны, так как у них крайне плохая адгезия. Первоначальные тесты были достаточно простые - печатал тестовый полый кубик:

И тыкал его острым ножом. Если по слоям лопалось легко, искал оптимальную температуру дальше.
По результату стало понятно, что обычный термистор просто не может потянуть температуру выше 260, так как у него на этих температурах сильно падает точность (очень небольшой разброс в сопротивлении). Заказал лерджевский датчик PT100 - и это решило проблему. Так же поставил медный термоблок, чтобы лучше удерживал высокие температуры. Так или иначе это сделало свое дело.
С адгезией к столу отлично справлялся старый проверенный метод - клей карандаш UHU - еще из старых партий, который работает (либо еще рекомендуют Каляку). Достаточно было небольшого слоя, чтобы любую деталь не срывал. Так же обязателен был сплошной брим / скирт.

Последней не решенной проблемой оставалась сушилка. Нейлон, как всем известно очень гигроскопичен, поэтому, если он полежал сутки даже в пакете с силикагелем, то он уже "мокрый", а печать мокрым нейлоном бессмысленна, так как сильно меняет в худшую сторону его характеристики.
Самый простой и самый не правильный способ - сушить в духовке, т.к. нейлон, да и остальные полимеры обладают токсичностью и все это будет оставаться в вашей духовке, поэтому такой способ я никогда не рассматривал даже. Поэтому сушилки должны быть только чем то отдельным.
В свое время я перепробовал несколько самодельных сушек для пластика - одна была сделана традиционно из овощесушки и прожила не долго - главная ее проблема - низкая температура для нейлонов, высокий шум и слабый пластик корпуса, я попытался ее затюнить подняв температуру, но у меня начал плавится корпус. Вторую сушилку я собрал сам с нуля из г*на и палок:

в основе было два нагревательных стола от принтеров между которых была катушка.
Но она с нейлонами работала плохо, так как была недостаточная конвекция (т.е. сырой воздух не выдувался).
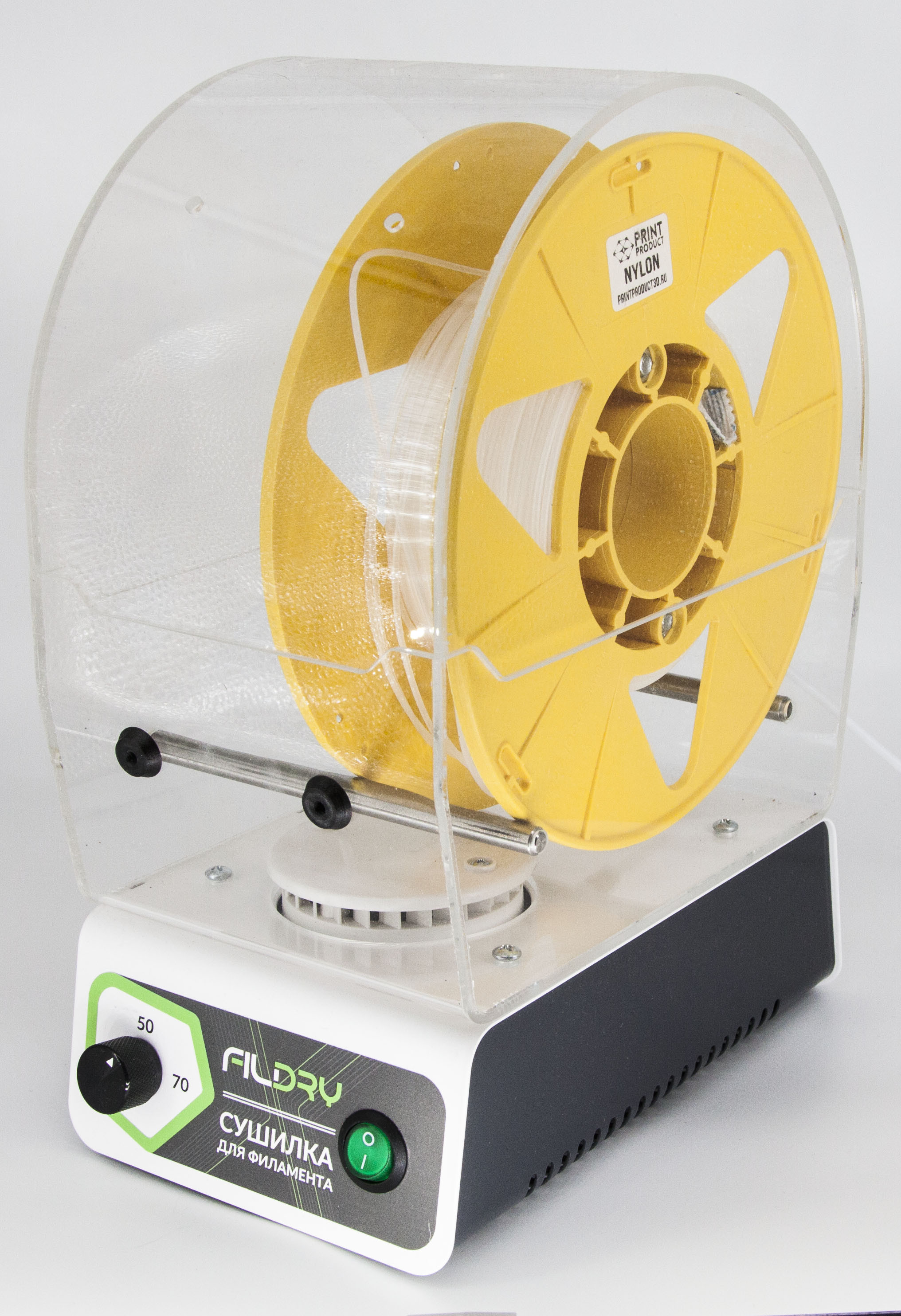
По итогу я от нее отказался. Тогда немного погуглив, я наткнулся на отечественную разработку от 3D laboratorio - FILDRY.
Если честно посмотрев отзывы и почитав комментарии, я сначала не воодушевился ею, так как были большие сомнения, что ее хватит для нейлонов, но после долгих мучительных раздумий, решил все же рискнуть и купить ее - и не пожалел! :)

На настоящий момент, я довольно часто использовал ее на протяжении 5 месяцев и могу сказать, что она проявила себя просто превосходно! Она без проблем справляется с нейлоном (сушка обычно 24 часа). Сушилка работает очень тихо - буквально шуршит и она очень компактная! Удобно печатать прямо из нее.
Подробнее расписывать не буду, о ней я напишу отдельный пост.
Главное, что с ней у меня с тестами больше проблем не было. Очень удобно - одной катушкой печатаешь, а вторая рядом сушится, чтобы стать следующей.
В общем, надеюсь хоть кто то осилил мою длинное вступление:) Теперь давайте перейдем к самим тестам.
Напомню, первой задачей была печать из нейлона различных полезных вещей, с учетом его свойств. Хорошим вариантом стал обдув для принтера ZAV, который я в свое время дорабатывал и пробовал печатать разными материалами. Одной из главных его особенностей - он должен быть температуростойким, т.к. располагался близко от нагревательного блока и с небольшой усадкой. Особенно это было важно, при печати высокими температурами, как, например теми же нейлонами, но при этом этот обдув имел довольно сложную форму, что усложняло его печать именно нейлоном, т.к. хотелось печатать без поддержек, потому что их потом было бы не просто удалять из внутренних поверхностей.Второй задачей была печать детали для гоночного дрона, в данном случае канопы - т.е. это верхняя часть гоночного дрона, крепящаяся обычно 4-я винтами на карбоновую раму и к которой крепится курсовая камера и некоторые другие элементы. Нужно было подобрать нейлон, который был бы близок по свойствам к taulman 645, а это высокая ударопрочность и достаточная жесткость.

Ну поехали!!!
Базовые параметры печати:
Температура хотенда: 285°
Температура стола: 105°
Охлаждение детали выключено
Подача: 0.85
Скорость печати 50mm/s
Скорость перемещения 100mm/s
размер brim/skirt: 25 линий.
Главная задача добиться обязательно ровного первого слоя, тогда прилипание даже сложной детали на поддержках будет 100%.
Натуральный
Печатаем обдув и канопу:

Напечаталось очень хорошо, адгезия со столом отличная, ничего не оторвало/задрало.
При хорошо просушенном нейлоне (12-24 часа), слои выглядят очень ровно, без пузыриков и шероховатостей, усадка минимальна.
деталь обдува получилась очень ровной и гладкой.
Канопа для дрона очень близка по свойствам к taulman 645. Полетные испытания показали высокую ударопрочность, немногим уступающую таулману.
Серый
Печатаем обдув и канопу:
Филамент так же отлично печатался, адгезия со столом очень хорошая. Просушки 12-24 часа достаточно, для ровных слоев.
Сам материал чуть более жесткий, обдув получился очень ровный. Усадка минимальна. для канопы так же неплохо подходит, но немногим более хрупкий.
Натуральный MOD
Печатаем обдув и канопу:

Данный филамент очень похож на первый, но является его модификацией. Сушки в 12 часов не достаточно, сушить нужно 24 часа. Но при этом внешний вид сохраняется довольно шершавым. По жесткости более жесткий и прочный, но ударопрочность у него хуже.
Strong
Печатаем обдув и канопу:
Интересный материал. Почему то при печати он у меня печатается с ярко выраженной полосатостью.
Причину этого я не выяснил. Сам пруток мне показался на катушке однородным, возможно полосатость из за температурного дрифта и высокой чувствительности филамента даже к небольшим изменениям (ну типа как у WOOD-а). хоть pt100 лучше работает с высокими температурами, но и он не идеален, но с другой стороны очень характерная повторяемость полос заставляется усомнится в этой теории. Если у кого есть идеи - поделитесь в комментариях :)
Печатается он так же без проблем, Но сушить нужно от 24 часов, при этом шершавость поверхности полностью не исчезает. По твердости он самый высокий, но при этом очень колкий, вероятней всего из за высокой плотности. Я напечатал из него еще и дверную щеколду и при закручивании шурупа, петли лопали. На дроне такая канопа тоже очень быстро разваливается.
Черный (эксперементальный)
Печатаем обдув и канопу:

Это пожалуй один из самых сложных нейлонов. Сушить нужно 48 часов, при этом он все равно сохраняет очень сильно шершавый вид. При печати видны различные дефекты, сильно сопливит. Адгезия к столу не очень хорошая - у меня на двух из трех печатей уголок приподняло, нужна очень точная калибровка первого слоя. Ударопрочность очень низкая, канопа быстро приходит в негодность.
Выводы:
Вот мы и добрались до конца:)))
Даже при некоторых сложностях при печати, все эти нейлоны без особых усилий годятся для печати на обычном 3д принтере, с выполнением некоторых требований - термокамера и термодатчик pt100.
По моему мнению возможности применения нейлонов очень сильно недооценены (возможно даже самими производителями). А они, как показал опыт печати, годятся не только для печати шестеренок и прочей ерунды, но их можно и нужно применять там где эксплуатация производится при высоких температурах а так же где нужна высокая жесткость и ударопрочность.
К сожалению не все нейлоны подошли мне для печати запчастей для дронов, так как для этой цели требуется определенное сочетание свойств, таких как твердость и ударопрочность, но одновременно с сочетанием достаточной эластичности. Тем не менее есть по крайней мере один тип, который с этим справился хорошо, я надеюсь производители и дальше будут заниматься доработкой нейлонов, подгоняя из свойства под наши реальные задачи :)))
PS я не считаю себя экспертом в 3д печати, а так же специалистом по нейлонам. Я не проводил отдельных испытаний на статическую нагрузку на разрыв (они есть в ютубе), т.к. меня интересовала в первую очередь динамическая нагрузка. Так что этот пост очень субъективен, отражает только мое мнение, исходя из моего опыта и собранной информации и может быть полезен новичкам и просто интересующимся.
Все ваши замечания, жду в комментариях))))
Еще больше интересных статей
PLA Aero от НИТ — свое производство легкости и точности
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Обзор на филамент PETG от LIDER-3D
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Проверь на что способен твой принтер!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Все уже в курсе, что компания...









{kind=link}
{kind=link}
Комментарии и вопросы
тогда боюсь это все.. предла...
От души рад, что вы глазастый
Fusion пришелся не по моему вк...
Решил перепрошить медведя, что...
Сделал модель в блендере, заки...
Здравствуйте! Заметил тут, что...
Имею самосбор, доставшийся от...