

Обзор 3D-принтера Creality K2 Pro Combo: профессиональная печать дома, в студии и на производстве

Всем привет!
По докладам различных аналитических агентств, 2025 год снова стал рекордным по темпам развития рынка настольной FDM 3D-печати. Если не говорить о цифрах, а посмотреть на 3D-принтеры, которые появились в продаже, то можно с уверенностью сказать, что стратегия одного известного производителя вполне удалась, и значительно возросшая конкуренция заставляет «принтеростроителей» пристально следить за текущими тенденциями и хотя бы не отставать от лидера. Как результат, с завидной регулярностью появляются новинки, с каждым разом становясь все интереснее и технологичнее. Застой прошел, лед тронулся.
В сегодняшнем обзоре рассмотрим флагманскую модель K2 Pro Combo от одного из лидеров рынка настольной печати, компании Creality.

Будучи одной из крупнейших компаний по производству аддитивного оборудования в Китае, компания Creality на протяжении многих лет остается в пятерке сильнейших производителей, предлагающих оборудование на любой вкус и кошелек. Помимо FDM 3D-принтеров в ассортименте компании есть фотополимерные 3D-принтеры, лазерные граверы, сушилки филаментов, сами филаменты и фотополимерные смолы, 3D-сканеры и многое другое. Помимо оборудования пользователям доступна целая экосистема Creality Cloud с 3D-моделями, обширной технической базой данных и возможностью обмена опытом.

На сегодняшний день флагманская линейка FDM 3D-принтеров от Creality представлена серией K2. Первым вышел K2 Plus с увеличенным объемом построения, а затем компания дополнила линейку 3D-принтерами K2, K2 Pro и бюджетным K2 SE. 3D-принтеры серии K2 основаны на общей концепции, но отличаются начинкой. Базовую комплектацию любого из них можно дополнить системами автоматической смены филаментов CFS (Creality Filament System), упрощающими работу с расходными материалами и позволяющими осуществлять многоцветную 3D-печать.

Creality K2 Pro, на мой взгляд, является предтоповой моделью в линейке, позволяющей не только работать со стандартными филаментами, но и вполне уверенно печатать теми же полиамидами, хотя и на грани. С тугоплавкими конструкционными термопластами K2 Pro уже не справится, но он и не рассчитан на промышленную 3D-печать, оставляя ее старшим собратьям.
Возможностей оборудования вполне хватает для выполнения повседневных задач как дома, так и на производстве с использованием широкого спектра филаментов:
- Размер области построения: 300x300x300 мм
- Рабочая камера: закрытая
- Максимальная температура хотэнда: 300℃
- Максимальная температура столика: 110℃
- Максимальная температура рабочего объема: 60℃
- Максимальная скорость позиционирования: 600 мм/c
- Максимальные ускорения: 20000 мм/с²
- Интерфейс: USB, Wi-Fi, Ethernet
- Вебкамера с машинным зрением: есть
- Система фильтрации воздуха: есть
- Функционал: алгоритмы активного гашения вибраций (Input Shaping), встроенная в головку AI-вебкамера для калибровки, датчик наличия филамента, функция восстановления после внепланового отключения питания.
Полный перечень характеристик доступен на сайте производителя.
Комплектация и внешний вид
3D-принтер вместе со всем необходимым поставляется в одной очень тяжелой коробке.

Для экономии места система смены филамента зафиксирована внутри принтера, верхняя стеклянная крышка помещена в картонный кофр и приклеена скотчем на торцевую сторону принтера, а основная комплектация располагается в органайзере, установленном на сам аппарат.

В комплект входят 3D-принтер, система CFS с буфером, крепление катушки филамента, дисплей, пятьсот грамм филамента из белого полилактида (PLA), набор направляющих трубок, кабель питания и коробка с инструментами.

Хотелось бы, чтобы производитель дополнительно включал в комплектацию пару сопел, но увы. В коробочке весь джентльменский набор — ЗИП для системы очистки сопла, игла для прочистки сопла, запасной резак филамента, клей-карандаш, набор шестигранников, ключ для снятия сопла, смазка для направляющих, термопаста, винтики для буфера и кусачки.

Система CFS прикручена к фиксаторам, а направляющие снабжены защитными планками. Все аккуратно разбираем, снимаем защитные планки и фиксаторы, не забываем открутить стол от корпуса.

Винты верхней планки откручиваются снизу. Фиксаторы винтов и направляющих.
Фиксаторы винтов и направляющих.

Не забываем открутить транспортировочные винты стола.

Сборка и установка системы CFS не представляет никакой сложности, все комплектующие размещены в пакетах с инструкциями.

Крепление катушки тоже можно установить для работы с материалами, которые нежелательно вставлять в CFS, к примеру с мягкими термопластичными полиуретанами TPU, либо с нестандартными катушками, не помещающимися в CFS.
 Устанавливаем и защелкиваем дисплей, после чего можно переходить к включению и начальной настройке.
Устанавливаем и защелкиваем дисплей, после чего можно переходить к включению и начальной настройке.

3D-принтер и система CFS выглядят очень эстетично: сглаженные углы, плавные линии корпуса, зеркальные панели, стеклянные крышка и дверца принтера, никаких заклепок.

Дизайнеры очень постарались, и 3D-принтер будет органично вписываться в любой интерьер.

Система автоматической смены филамента CFS содержит датчики температуры и влажности. Внутри расположены два отсека под пакетики с силикагелем, а герметичность достигается за счет уплотнителя между крышкой и корпусом. Буфер позволяет подключать до четырех таких модулей (это уже, видимо, стало стандартом для всех) на четыре катушки каждый — до шестнадцати филаментов как для многоцветной 3D-печати, так и управления расходными материалами.

Если сравнивать с аналогами, по скорости и качеству CFS стоит в одном ряду с первой системой AMS от Bambu Lab, но хотелось бы уже увидеть версию со встроенной сушилкой. QIDI и Anycubic уже давно выпускают подогреваемые варианты.
Стоит упомянуть, что CFS, как и другие подобные системы, несовместимы с эластичными филаментами, например мягкими термопластичными полиуретанами, из-за трудностей с подачей через направляющие трубки. Системы также не любят легко деформируемые картонные катушки и привередливы по отношению к габаритам катушек, например 750-граммовых. Также я поймал проблему с вращением катушки, на которой пластик был намотан до краев. 
3D-принтер построен по классической кинематической схеме CoreXY и имеет прочную алюминиевую раму. По оси Z установлены четыре мощные цилиндрические направляющие, по которым с помощью двух винтов перемещается столик. Экструдер перемещается по оси X на износостойкой рельсовой направляющей, по оси Y катается на валах.

Калибровочный датчик перенесен в блок экструдера, там же установлен и резак филамента. Прижимную шестерню механизма подачи можно ослабить с помощью фиксатора на верхней части головки, что очень удобно, когда филамент застревает или зажевывается, либо когда требуется прочистка сопла иглой. Все скомпоновано достаточно продуманно для удобного обслуживания. Видеоинструкции имеются в разделе Wiki на официальном сайте Creality.

В блок экструдера помещена Al-камера для регулировки скорости потока в режиме реального времени с целью предотвращения недостаточной или чрезмерной экструзии.

Этот функционал можно настроить в меню так, чтобы перед началом каждой 3D-печати устройство определяло оптимальную скорость потока и давление. Эта же камера отслеживает чистоту в отсеке прочистки и в случае засорения остановит 3D-печать.
 Посмотреть результаты автоматических замеров скорости потока можно только через Fluidd.
Посмотреть результаты автоматических замеров скорости потока можно только через Fluidd.

Вторая Al-камера расположена внутри корпуса с правой верхней стороны.

Помимо удаленного наблюдения за 3D-печатью она позволяет записывать таймлапсы, а отслеживает различные проблемы — «лапшу», посторонние предметы на столе и прочие внештатные ситуации. При обнаружении проблем 3D-печать тут же останавливается, а причина остановки отображается на дисплее.

Довольно низкое разрешение вебкамеры — всего 720p — не позволяет получать качественные таймлапсы.

Справа под столиком расположен нагреватель с вентиляторами, нагнетающими теплый воздух в камеру.

Сам столик нагревается с помощью силиконовой грелки до 110°С максимум и оснащен юстировочными барашками. Это несомненный плюс.

Поверх столика уложена двухсторонняя магнитная пластина с полиэфиримидным (PEI) покрытием и вставкой для очистки сопла.

Преимущество всей этой схемы в том, что для печати материалами с высокой степенью усадки вместо гибкой пластины с полиэфиримидным покрытием можно установить жесткое стекло. Это очень актуально при работе с ABS и другими сильно усаживающими полимерами, способным закручивать гибкие пластины. Особенно высоки риски при 3D-печати крупных моделей, как на иллюстрации ниже.

Фильтрующий элемент с угольным наполнителем расположен в специальном отсеке, расположенном с левой стороны рабочей камеры. Рядом размещены система прочистки сопла и мусоропровод. Чуть правее расположен датчик, определяющий температуру в рабочей камере.


Дополнительный вентилятор обдува расположен с левой стороны. Его мощности достаточно, чтобы уверенно печатать полилактидом (PLA), не открывая дверцу. Этому способствует и большой объем камеры, который сложнее прогреть. С другой стороны, прогрев для работы с усаживающимися материалами занимает дольше обычного.

Специальные датчики позволяют распознавать фирменные филаменты от Creality по RFID-меткам. Датчики встроены не только в систему CFS, но и корпус принтера с правой стороны, рядом с креплением катушки. Там же расположен и разъем для подключения USB-накопителя.

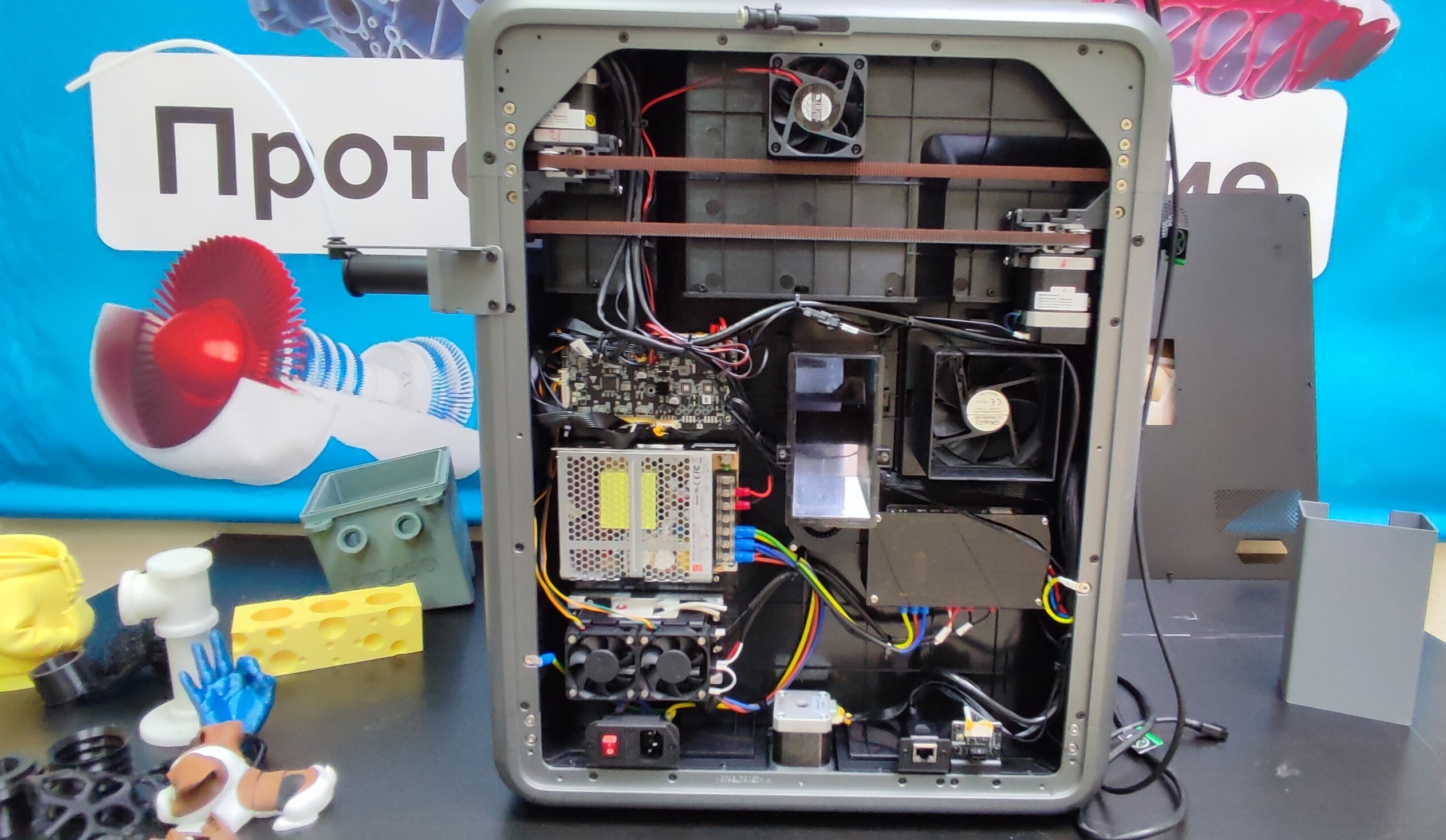
Немного внутренностей
Под задней крышкой аккуратно скомпонована вся электроника. Лезть туда без необходимости не стоит.

3D-принтер оснащен тремя шаговыми сервомоторами с векторным управлением (FOC) в экструдере и по осям X и Y, минимизирующими пропуски шагов, выдерживающими высокие температуры и идеально подходящими для высокопроизводительной 3D-печати. Модуль поддерживает Wi-Fi только 2,4 МГц.
Необходимость разборки может возникнуть только при замене шлейфа экструдера, который, по словам многих пользователей, любит выходить из строя. При потере контактов в шлейфе возможны такие ошибки, как отсутствие связи с датчиком калибровки, отсутствие нагрева и прочие неприятности, которые могут быть связаны со всей схемой экструдера.

Реализована возможность ручного натяжения ремней. Регулировочные винты расположены с правой и левой стороны корпуса (см. фото ниже).

Включение, калибровка, тестовая печать
После сборки включаем и переходим к первоначальной настройке. Все делается через удобный дисплей с регулируемым наклоном. При первом запуске 3D-принтер просит выбрать язык системы.

Далее идет самостоятельная диагностика, а затем подключение к сети Wi-Fi или Ethernet. После выполнения всех процедур можно сразу запускать тестовую 3D-печать. Дисплей очень отзывчивый и работает довольно шустро.

Меню содержит все основные функции управления 3D-принтером и настройки 3D-печати.

Не тратя время на тестовую 3D-печать различных «Бенчи» и прочих оценочных моделей, сразу запускаем принтер в бой и печатаем контейнер из PLA для сбора филамента после продувки. Сразу оговорюсь, что я не печатаю цветные модели, и меня такой контейнер вполне устраивает, но любителям изводить пластик килограммами на цветную печать он не подойдет, так как быстро переполнится и заблокирует отверстие для выброса мусора. Для цветной 3D-печати лучше использовать большие поворотные отводы или просто поставить коробку под стол за принтером.
Представленная ниже модель печатается сразу с крепежом для установки в место крепления штатного отвода.

Рабочая среда Creality Cloud
На сегодняшний день практически все крупные производители аддитивного оборудования имеют свои экосистемы. Первой эту задумку реализовала компания Ultimaker, в результате чего появился сайт Thingiverse с сообществом владельцев фирменных 3D-принтеров, дальше идею подхватила команда Йозефа Пруши, создавшая платформу Printables, а за ними погнались и остальные крупные бренды. Собственные площадки — это не только обмен опытом, 3D-моделями и техническими данными, но и отличная реклама своих товаров.

Creality Cloud обладает достаточно широким функционалом, позволяющим работать с готовыми 3D-моделями, сохранять проекты, делиться с другими пользователями, скачивать различные профили с настройками, а также удаленно управлять 3D-принтерами. База 3D-моделей содержит множество проектов, заранее подготовленных для 3D-печати на разных 3D-принтерах от Creality, что станет отличным подспорьем для новичков, только начинающих осваивать слайсеры.

Компания предлагает собственное программное обеспечение — слайсер Creality Print на основе опенсорсной программы Slic3r, из которой выросли PrusaSlicer, Bambu Studio, OrcaSlicer и другие популярные варианты. В рабочей среде есть доступ к облаку Creality и содержится весь необходимый функционал для подготовки цифровых моделей к 3D-печати и работы с 3D-принтером.

Пользовательский интерфейс довольно удобный и интуитивно понятный, хотя и своеобразный. Creality изначально шли по пути индивидуальности, что иногда не очень нравится пользователям, привыкшим к другим слайсерам. Почитав отзывы некоторых пользователей о неудобстве Creality Print я пришел к выводу, что они и не пытались его понять. Чтобы разобраться в функционале, достаточно получаса.
Что касается закрытости слайсера, то это небольшой, но минус: информативность и продвинутый функционал касательно работы с 3D-принтером в Creality Print отсутствуют. Во вкладке «Принтер» доступны только вебкамера, индикатор 3D-печати, загруженные филаменты, изенение скорости печати и кнопки управления обдувом и температурами. 
С другой стороны, интересующие параметры можно просмотреть через веб-интерфейс Fluidd. Для запуска Fluidd используйте браузер, IP 3D-принтера и порт 4408, прописываемый через двоеточие после адреса (x.x.x.x:4408).

Фирменная прошивка Creality OS — это фактически доработанная под собственные 3D-принтеры прошивка Klipper.

Для пользователей доступно мобильное приложение, которое позволяет удалённо запускать печать, менять параметры текущей работы принтера и контролировать печать через камеру устройства.

3D-печать
Вот тут, конечно, есть где разгуляться благодаря значительному полезному объему и приличным температурным характеристикам. Так как принтер ко мне приехал под конец года, в 3D-печать сразу же пошли замечательные новогодние гномы. Не было ни одной кривой или неудавшейся модели. Расходным материалом служил полилактид с толщиной слоев 0,2 мм.



 Следом пошли подарки для хоккейной команды сына — брелоки-перчатки из «шелкового» PLA Silk. Напечатал два полных столика без холостых.
Следом пошли подарки для хоккейной команды сына — брелоки-перчатки из «шелкового» PLA Silk. Напечатал два полных столика без холостых.

Кстати, здесь я решил провести эксперимент и исключить одну перчатку из проекта прямо во время 3D-печати: такой функционал есть в современных 3D-принтерах на Klipper. Нужен он во избежание лишней траты пластика на бракованные модели.

Для тренерского состава подготовил духовые инструменты впечатляющих размеров.



Маленький хоккеист немного потроллил своих тренеров.

Я остался очень доволен результатом: 3D-принтер сразу начал печать «из коробки», без «танцев в с бубном». Конечно, владельцы аппаратов от Bambu Lab сейчас сидят и посмеиваются, но у каждого 3D-принтера есть свои преимущества и недостатки. K2 Pro — отличная машина с хорошими возможностями, что и доказала продемонстрированная выше мелкосерийная 3D-печать.
Дальше захотелось опробовать 3D-печать полипропиленом. Подобрал подходящие под филамент модели, наклеил полипропиленовый скотч на стол (по другому полипропиленовые модели на столе не держатся) и запустил 3D-печать. Снова без осечек.


Далее 3D-печать угленаполненным ABS.

3D-печать акрилонитрилстиролакрилатом (ASA). Моделька достаточно сложная: очень много поддержек снизу из-за неровного дна. 3D-принтер не подвел, столик при усадке не оторвало. Температуру в камере выкрутил на 60°С.


3D-печать подставки из желтого PLA для канцелярских принадлежностей и тюбиков с зубной пастой.


3D-печать полиамидом-12 (PA-12) практически на максималках 3D-принтера с температурой столика 110°С, сопла — 300°С, камеры — 60°С.


Пластик просушен, камера предварительно прогрета. Поехали. Дубль 1:

И вот тут случился первый провал: материал дал усадку, и модель оторвалась от столика. Варианта два: либо камера недостаточно прогрелась, либо нужно обработать средством для повышения адгезии. Обрабатываем столик клеем для 3D-печати нейлонами и запускаем заново. В этот раз получилось.



К сожалению, полиамида-6 под рукой не оказалось, но видно, что при правильном подходе 3D-принтер без особых проблем справляется с сильно усаживающимися материалами.

Возвращаясь к теме 3D-печати мягкими термопластичным полиуретанами (TPU), лучшие результаты в моей практике показали российские 3D-принтеры PICASO 3D и китайские QIDI. Проблем с подачей на этих машинах не было, они одинаково хорошо переваривали как TPU А95, так и более мягкий TPU A70. K2 Pro легко справляется с TPU A95 даже через направляющую трубку, а вот с А70 уже посложнее: мне не удалось его даже загрузить, он скомкался за подающими шестернями на входе в горло. Тот же QIDI Plus 4 тоже справлялся с А70 через раз, часто в зависимости от красителя — белый филамент проходил лучше, чем черный. Еще стоит упомянуть, что загрузка TPU после 3D-печати ABS практически невозможна, так как мягкий «флекс» просто не может протолкнуть остатки ABS через сопло. Поэтому рекомендую продувать сопло сначала PLA, а потом уже загружать TPU.

Creality K2 Pro неплохо справился с непросушенным TPU A95.

Цветная печать. Меня, конечно, пугают объемы отходов, получаемых при 3D-печати многоцветных моделей. Жалко и материал, и затраченное время в случае отбраковки. К тому же, все время преследует страх, что материала может не хватить. Собственно, так и вышло с моделькой ниже.


середине процесса закончился белый пластик, и пришлось ставить новую катушку от другого производителя. В итоге в районе зрачков виден след от белого филамента, который не подошел по цвету. Пришлось искать альтернативный вариант. Следующая катушка белого PLA более-менее подошла, хотя сам пластик оказался не очень.


Количество отходов — просто кошмар. Остается только смириться или искать варианты снижения объемов, например за счет сокращения длины и частоты продувок. По умолчанию K2 Pro продувает сопло несколько раз при каждой смене пластика.

В конце концов решил напечатать и 3DBenchy. решил напечатать и его тоже. Вопросов к кораблику нет вообще, пусть будет для отчета.


Следующее — высокое искусство из PETG. Порадовало то, что на стандартных настройках 3D-принтер отлично справился с потоком и «соплями», которые обычно сопровождают PETG, но стол пришлось обработать обычным лаком для 3D-печати — на всякий случай, так как PETG любит иногда отрываться в самый неподходящий момент. 

3D-печать персонажа сериала «Очень странные дела» натуральным ABS. FDM 3D-принтерам далековато до разрешения фотополимерников, но я считаю, что все равно получилось вполне прилично.



Башня для кубиков из PLA.

Выводы
В целом, компания Creality оправдала мои ожидания от K2 Pro. Получилась достойная машина по доступной цене и c достаточно высокими характеристиками для уверенной 3D-печати как начинающими, так и профессиональными пользователями. Современная идеология принтеростроения, заданная одним из популярных производителей, встряхнула рынок 3D-печати, значительно расширив аудиторию. Благодаря высокой степени автоматизации ранее понятные только инженерам технологии теперь по плечу даже условным домохозяйкам. Можно обратить внимание на маркетплейсы и количество предлагаемых 3D-печатных изделий, начиная от игрушек и заканчивая технически сложными моделями. 3D-печать с каждым днем становится более доступной, но в то же время обесценивается.
K2 Pro Combo — отличный 3D-принтер с приличным полезным объемом, достаточным как для крупногабаритных моделей, так и мелкосерийной 3D-печати. Температурные характеристики позволяют уверенно работать с большинством полимеров, хотя для 3D-печати тугоплавкими термопластами мощности недостаточно. Для более широкого охвата инженерных материалов подойдет флагманский K2 Plus с подогревом камеры до 60°С, стола — до 120°С, и сопла — до 350°С.
Система автоматической смены филаментов СFS — приятный бонус для тех, кто любит многоцветную 3D-печать и не экономит на филаментах, но в то же время полезна в плане экономии времени, избавляя от необходимости часто менять расходные материалы вручную. Подобные системы потихоньку вытесняются тулченджерами с более высокой производительность и меньшими объемами отходов, но системы автоматической смены филаментов все еще актуальны.
Высокая степень автоматизации значительно упрощает жизнь пользователей, избавляя от лишних телодвижений. Стоит отметить стабильность и качество 3D-печати: претензий к K2 Pro в этом плане практически нет, одно удовольствие. Что касается надежности, то ответ на этот вопрос могут дать только студии 3D-печати, интенсивно эксплуатирующие такие аппараты.
Спасибо за внимание.
С уважением,
Сергей
Еще больше интересных статей
Возможности 3D-сканера Shining 3D Einstar Rockit. Видеообзор от 3Dtool!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В этом видео мы подробно знакомим...
Практический тест 3Д сканеров Shining 3D Einstar 2 и Creality Raptor
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Как тестировщик принтер покупал
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









{kind=link}
{kind=link}
{kind=link}
Комментарии и вопросы
Как то сделал вот так, так воо...
Это всё под М6. Отверстие 5мм....
Практичная штука. Макитовские....
Приветствую! В общем суть тако...
Всем привет! Знакомые купили р...
Всем привет! Проблема известна...
Всем привет! Решил я закрыть с...