

PICASO Designer X
Описание 3D-принтера «PICASO Designer X»
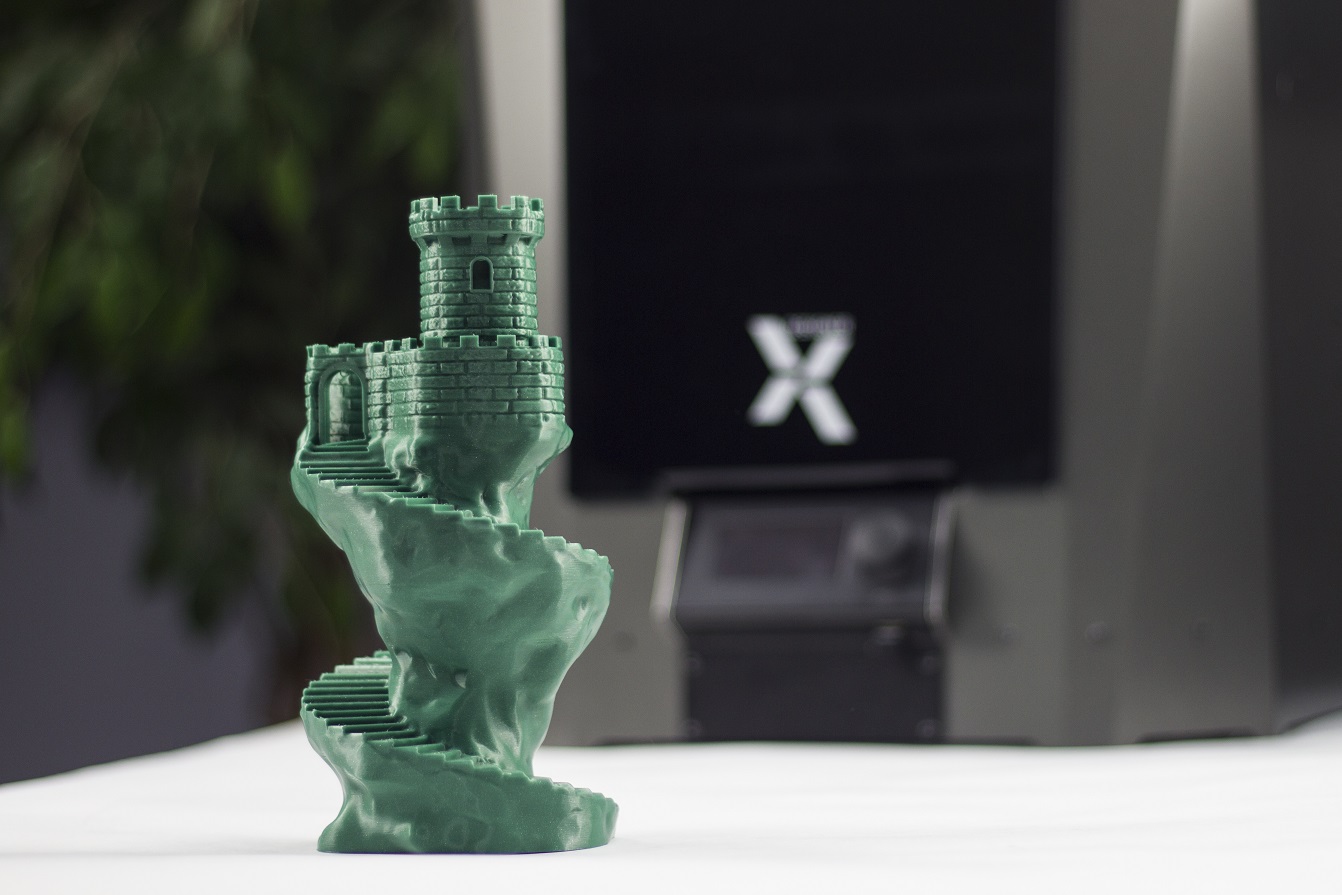
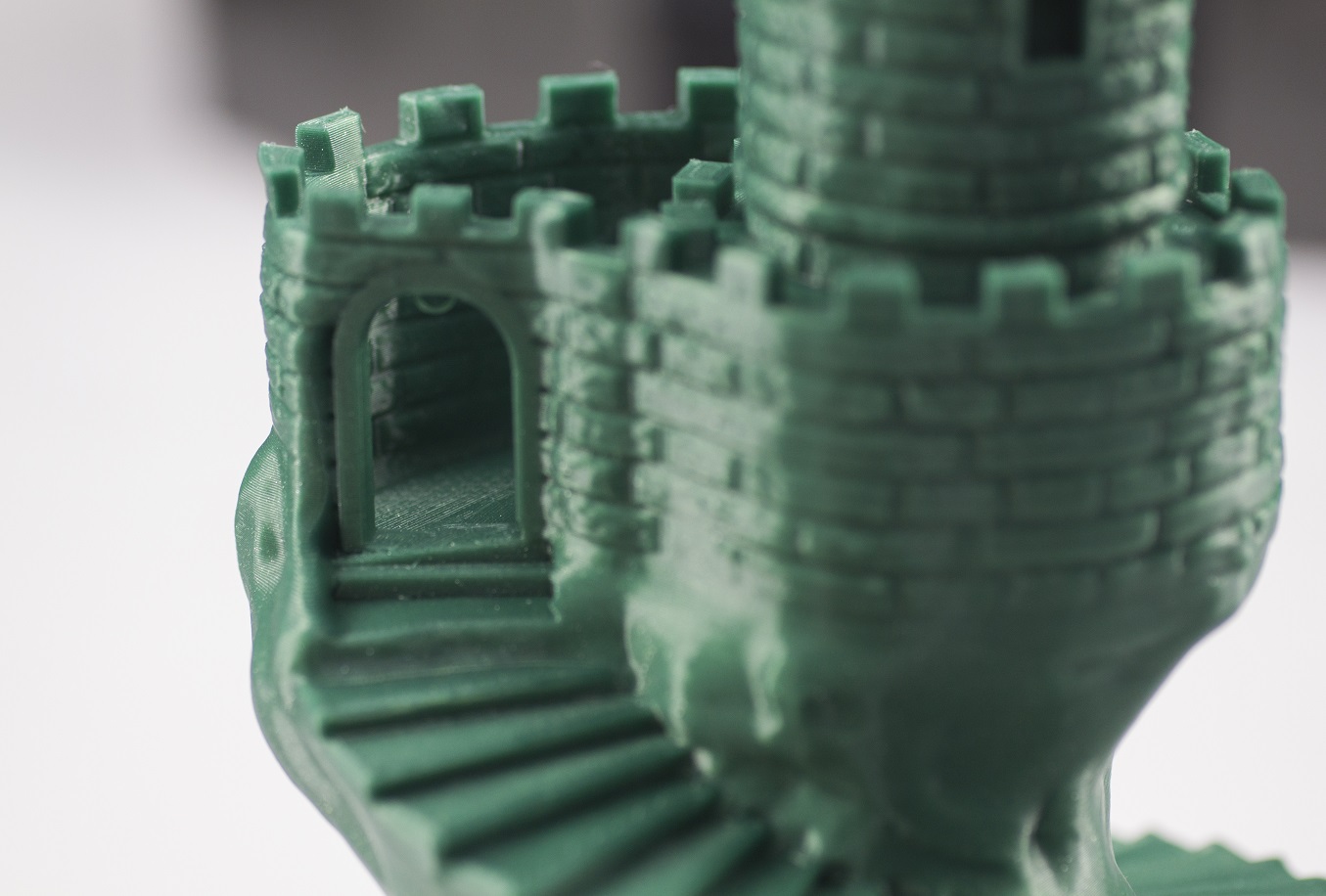
PICASO Designer X – базовый 3D-принтер линейки X от российской компании PICASO 3D. Наличие датчиков и систем контроля за работой принтера позволяет свести к минимуму процент «брака» печати и добиться качества, которое ранее было недоступно для настольных 3D принтеров. Область печати составляет 200х200х210 мм, толщина слоя от 10 микрон, скорость печати до 100 см3/час. Спектр расходных материалов включает в себя любые термопластики, вплоть до температуры плавления 410 градусов





Распечатанные модели
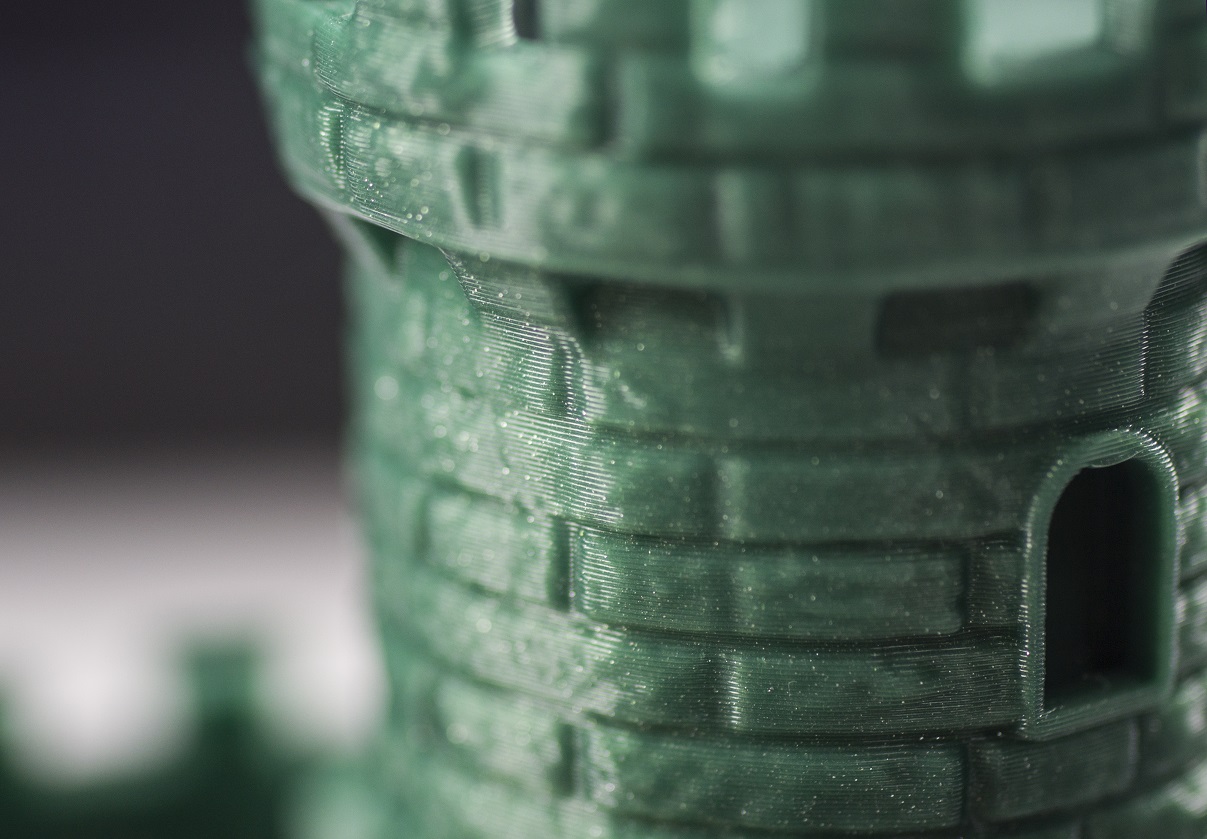
Hruct распечатал на
PICASO Designer X
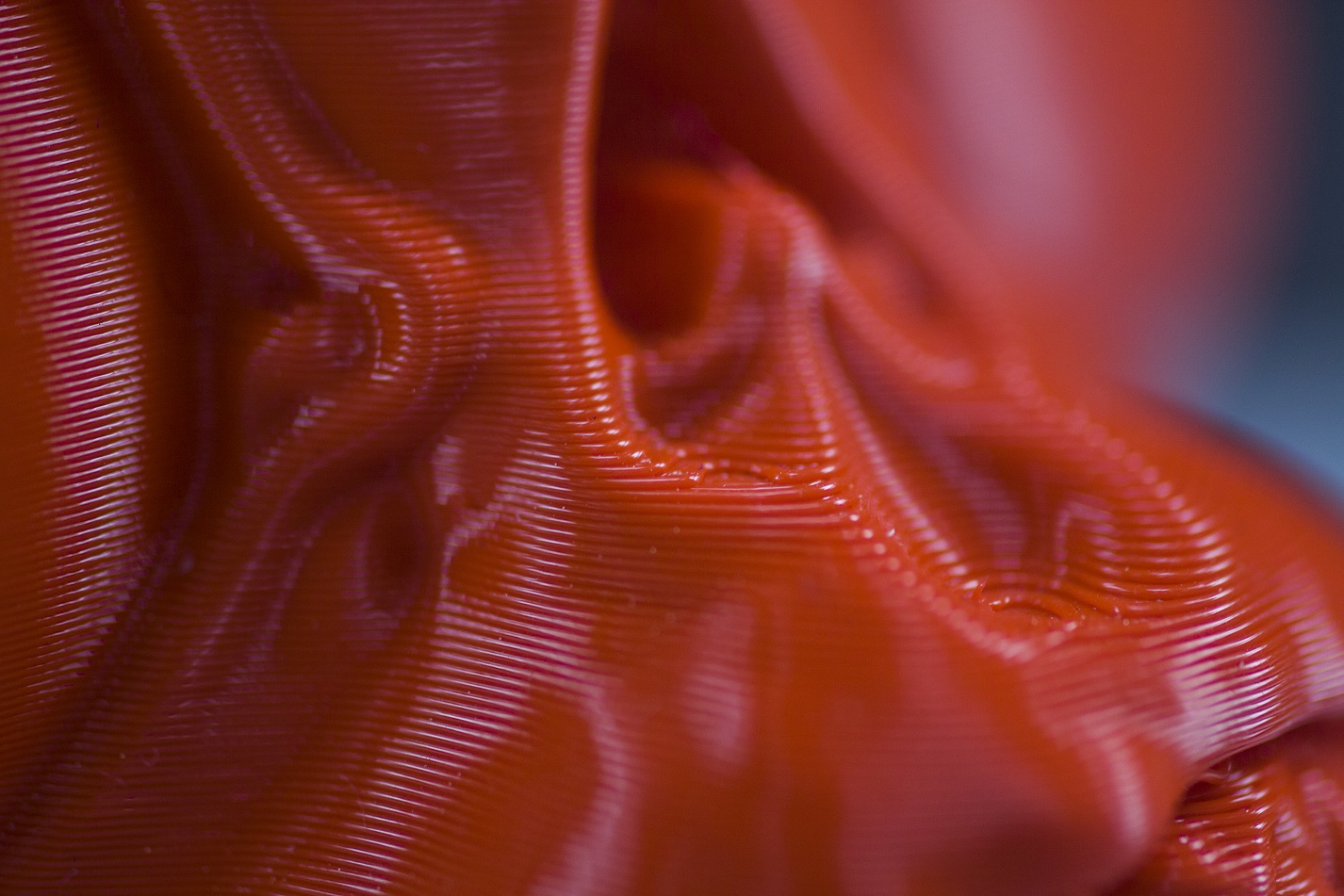
linea.msk распечатал на
PICASO Designer X
Статьи владельцев 3D-принтера «PICASO Designer X»
Показать большеПопулярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Пользуюсь несколькими Designer X больше года. После китая и самодела разница в качестве ощутимая. Собственное ПО (Polygon X) простое и интуитивное. В целом впечатление о принтере хорошее.
Плюсы:
Минусы:
Пользуюсь 2 недели.
Зол, очень зол.
Принтер за полторы сотни:
1. дисплей, который видно с другого конца спортзала, но в упор трудноразбираемый текст.
2. "фирменный" слайсер, который надо активировать через интернет
3. Поддержка, телефоны которой либо "мы пять минут уже полгода не работаем по техническим причинам" или "абонент не доступен"; почта не отвечает
4. 15-20 метров пластика: оторвался магнит от стола. При попытке приклеить - выяснилось, что и основание магнита с пружиной, приклееное на соплях - тоже оторвалось.
Общий вывод: понты с упором на "импортозамещение". Своих денег не стоит - жалею, что купил.