

Flying Bear Tornado
Описание 3D-принтера «Flying Bear Tornado»
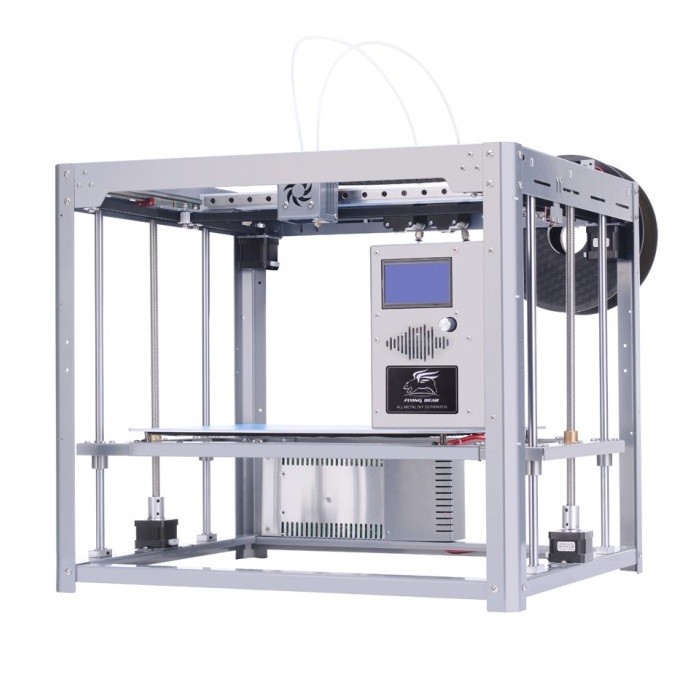
Flying Bear Tornado — 3D-принтер серии P905. Принтер может быть оснащен одним или двумя экструдерами. Область печати составляет 350x300x300 мм. 3D-принтер может использовать широкий спектр расходных материалов.
Распечатанные модели
Bristol99 распечатал на
Flying Bear Tornado
OblombI4 распечатал на
Flying Bear Tornado
langarier распечатал на
Flying Bear Tornado
krotikreg распечатал на
Flying Bear Tornado
krotikreg распечатал на
Flying Bear Tornado
krotikreg распечатал на
Flying Bear Tornado
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Предложений по продаже от компаний нет.