

P3 Steel 200
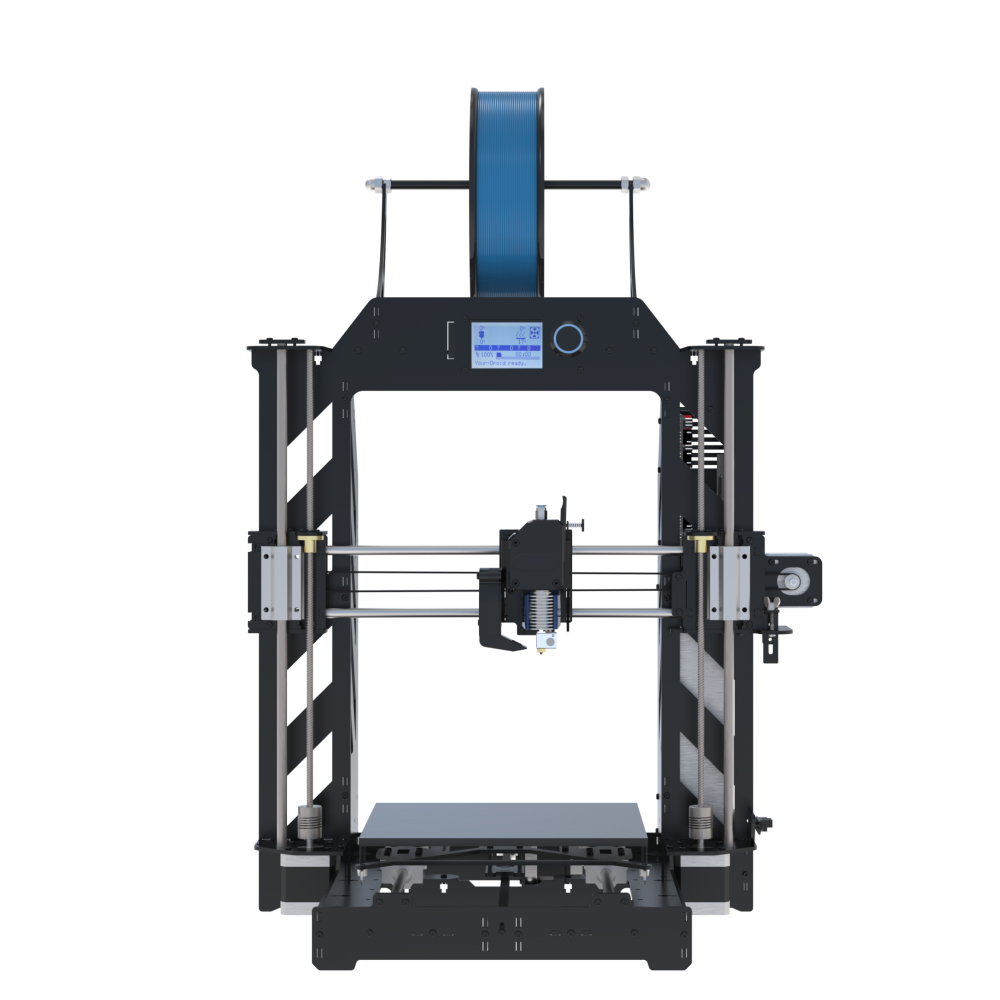
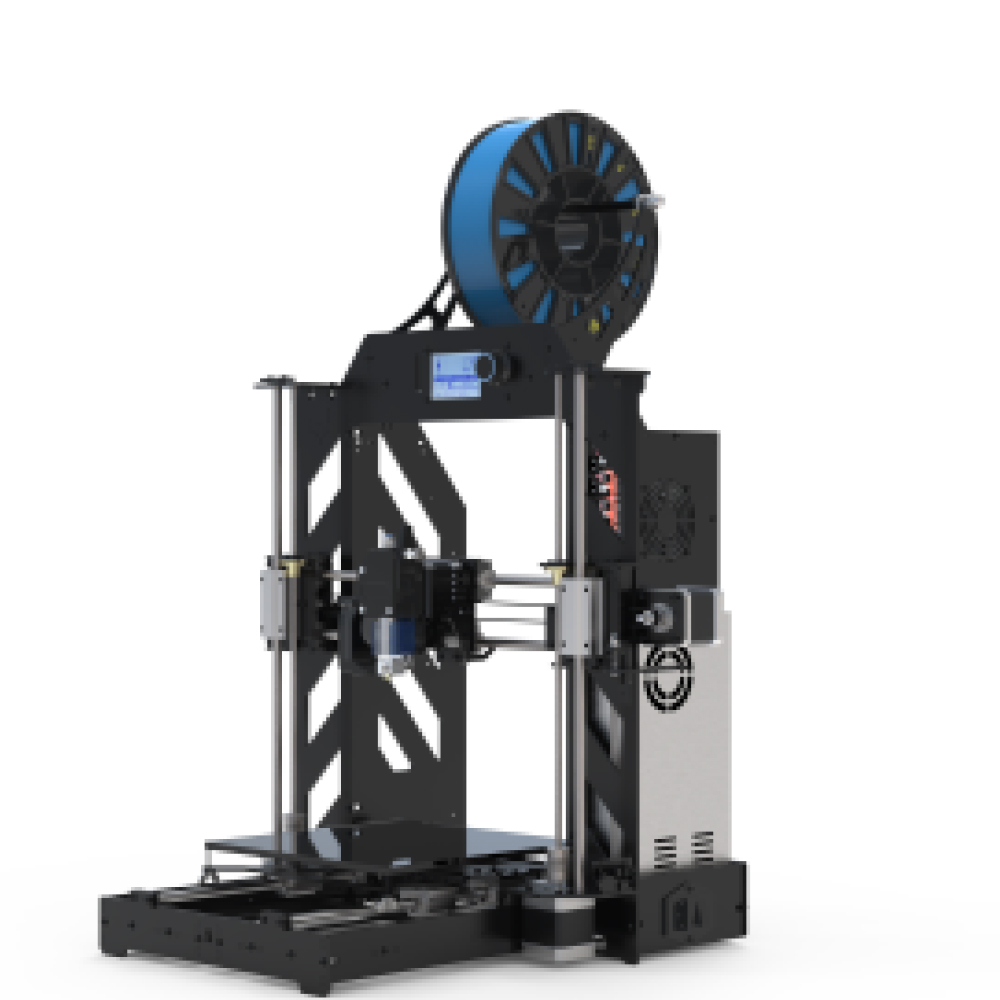
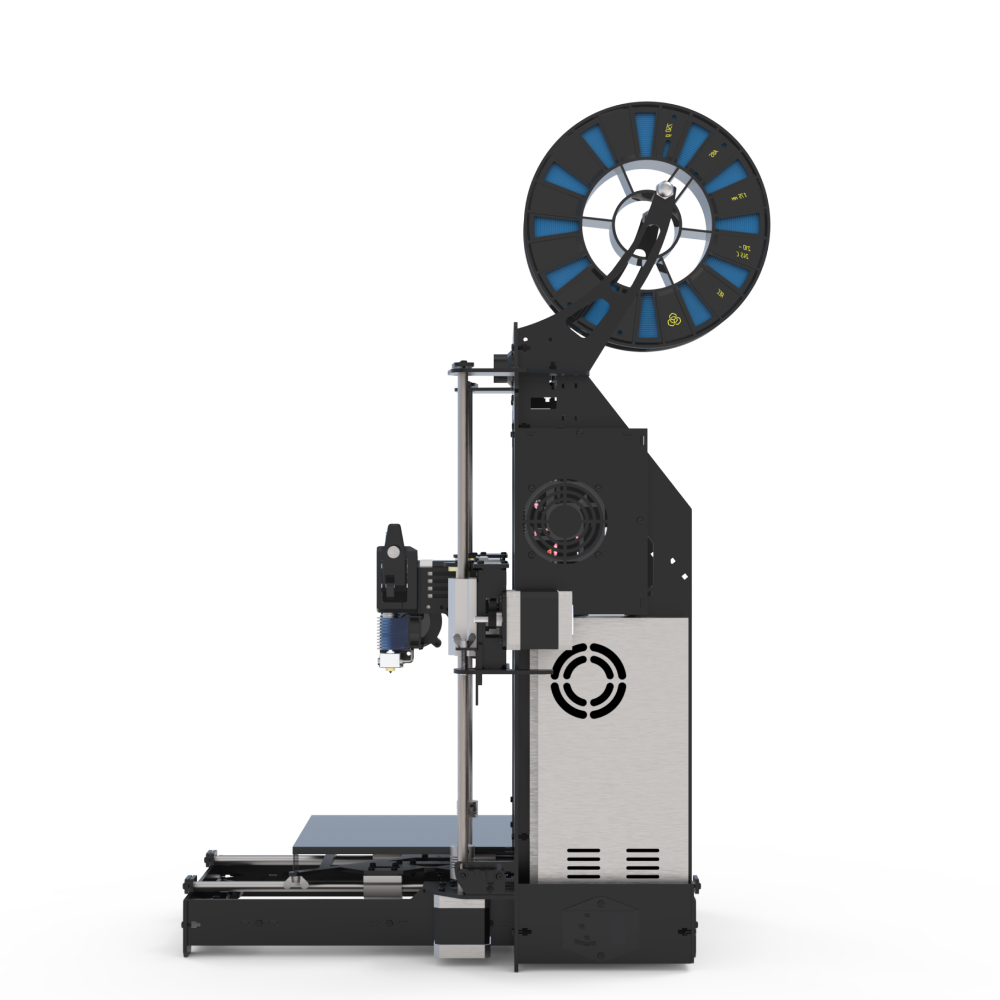
Описание 3D-принтера «P3 Steel 200»
Prusa i3 Steel - новое поколение проекта RepRap. Одна из самых успешных и популярных моделей, доступных для самостоятельной сборки. От своих предшественников из семейства Prusa этот 3D-принтер отличается ЖЕСТКИМ СТАЛЬНЫМ КОРПУСОМ, увеличенной областью печати, возможностью печати различными материалами - ABS, PLA, HIPS, FLEX, PVA. Недорогой 3D-принтер Prusa i3 Steel, обладает небольшими габаритами (410 х 480 х 450 мм), в то же время достаточной зоной построения (200 x 200 x 220 мм), что делает его оптимальным вариантом для персонального использования. В конструкции не используются ни шпильки, ни пластиковые детали - все выполнено из стали. Данная модель обеспечивает надежность, качество и высокую скорость печати.
Распечатанные модели
Vlad1953 распечатал на
P3 Steel 200
shapovalov распечатал на
P3 Steel 200
vectr распечатал на
P3 Steel 200
vectr распечатал на
P3 Steel 200
vectr распечатал на
P3 Steel 200
vectr распечатал на
P3 Steel 200
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.