

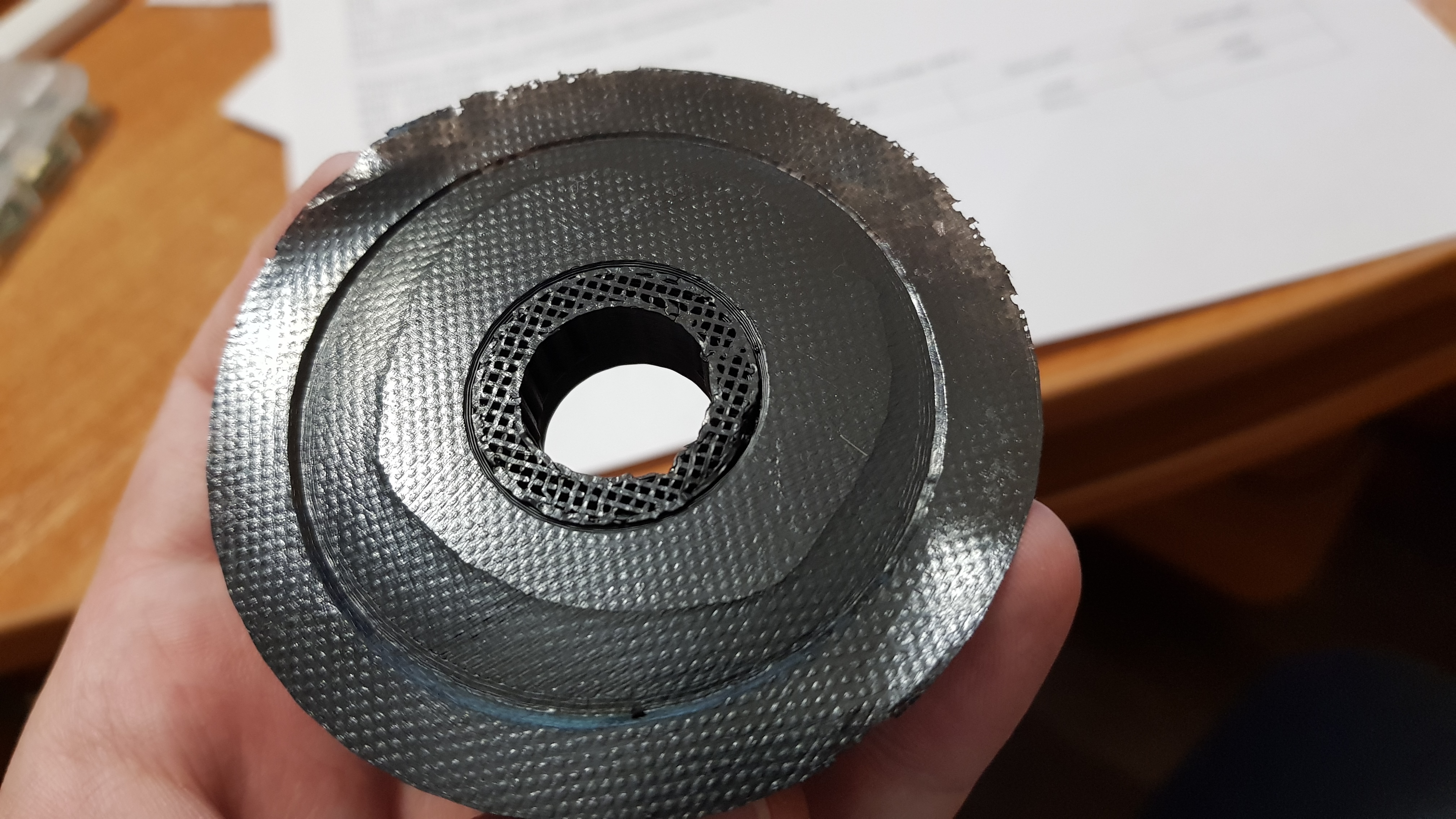
Отлипание детали или другие проблемы ?

Пластик abs фд пласт, первый слой 250 градусов, слой 0.1, температура стола 115 , пробовал первый слой 0.2 и 0.3 ничего не меняется , стол откалиброван сначала на пластине , потом щупом 0.05 по всем точкам , подача прутка откалибрована, поток тоже, печать в один периметр около 0.41 мм . Стол намазан тем же клей карандаш что использовался для анет а8 



Популярные вопросы
Отлипает модель, танцы с бубном....
Доброго времени суток, господа, товарищи. Извелась я уже вся. В общем, купила абс у Лидер 3д, принципиально нужен был абс, для внешних деталей машины....
Creality K2 SE или Flashforge 5M?
Нужен открытый кубик под ПЛА с небольшим столом. Рассматривал много чего, но в итоге ничего не нашел из того что соответствует - либо стол юольшой, ли...
помогите выбрать 3Д принтер
нашел четыре недорогих принтера. по описанию только на АНЕТ А6 много инфы а вот на остольные н
почти нету! подскажите какой из переч...
почти нету! подскажите какой из переч...









{kind=link}
Комментарии и вопросы
"В одну телегу впрячь не можно...
Положить на бок и напечатать.....
Потому что процентов 90людец д...
Подскажите пожалуйста новичку,...
Никак не могу понять. Ghost 6,...
Подскажите пожалуйста новичку,...
Здравствуйте.В общем-то возник...