

"Тугоплавкий" PETG

На днях приехала на пробу катушка не совсем обычного PETG от производителя МАКО, которого я недавно для себя открыл. Необычность заключается в составе, а точнее в пониженном содержании в нем гликоля, за который отвечает буква G в названии пластика. Таким образом, теперь его буду писать так: “PETg”.
В теории, изменение должно отразиться на печати как в худшую сторону, так и в лучшую. В худшую - требование более высокой температуры сопла и стола, а значит, к принтеру и печатнику возможны вопросы. В лучшую - повышение твердости и температуры размягчения, чего иногда не хватает “обычному” PETG с большой “G”.
Официально название состава CR-5083. На страничке OZONа, где я его заказал, выглядел так:

В реальности катушка оказалась даже лучше намотана, чем на рекламной фотографии. 
Обычно, я печатаю этого вида материалом при температуре сопла 235-240℃ и стола 80℃, для новенького же поставил сразу 250℃. Про стол забыл, но он мне напомнил о себе практически сразу, заготовка отвалилась на первых же слоях. Добавил для начала 5℃ и запустил снова. На этот раз все прилипло как надо и держалось до конца печати. Снялось легко руками почти сразу, из чего я делаю вывод, что 85℃ это минимальная температура стола для печати CR-5083.
В качестве первого образца получилась вот такая ваза.

Выглядит хорошо и глянцево, но блеск не такой насыщенный, как у черного PETG другого производителя. Зная, что глянцевость PETG прямо пропорциональна температуре печати, делаем второй вывод: 250℃ для данного материала еще не предел, а нижняя граница, пожалуй.
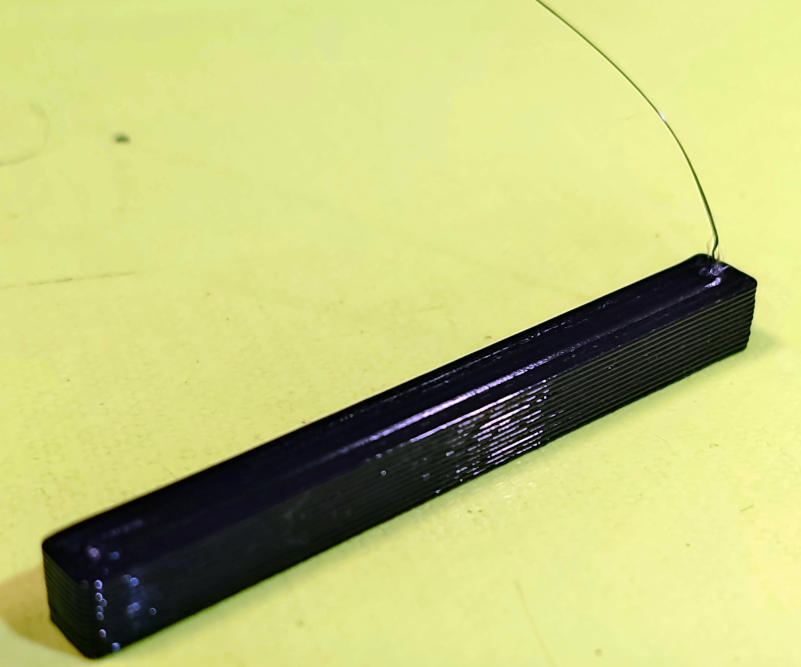
Печатаю тестовый брусок 5х5х50. Отмечаю длинную прочную “соплю”, тянущуюся за паркующимся соплом после окончания работы. Как потом выяснится, это тоже особенность материала.
 Сломать, разумеется, не получилось. Давно уже подумываю печать бруски вдвое длиннее, какие-то он все прочные пошли, даже не интересно. Что примечательно, упругая деформация, исчезающая после нагрузки, на этом образце была заметно меньше, чем на красном из предыдущего обзора. Точнее сказать, ее практически не было вообще, как у PLA, например. Вывод третий: “PETg” значительно тверже “PETG”а.
Сломать, разумеется, не получилось. Давно уже подумываю печать бруски вдвое длиннее, какие-то он все прочные пошли, даже не интересно. Что примечательно, упругая деформация, исчезающая после нагрузки, на этом образце была заметно меньше, чем на красном из предыдущего обзора. Точнее сказать, ее практически не было вообще, как у PLA, например. Вывод третий: “PETg” значительно тверже “PETG”а.
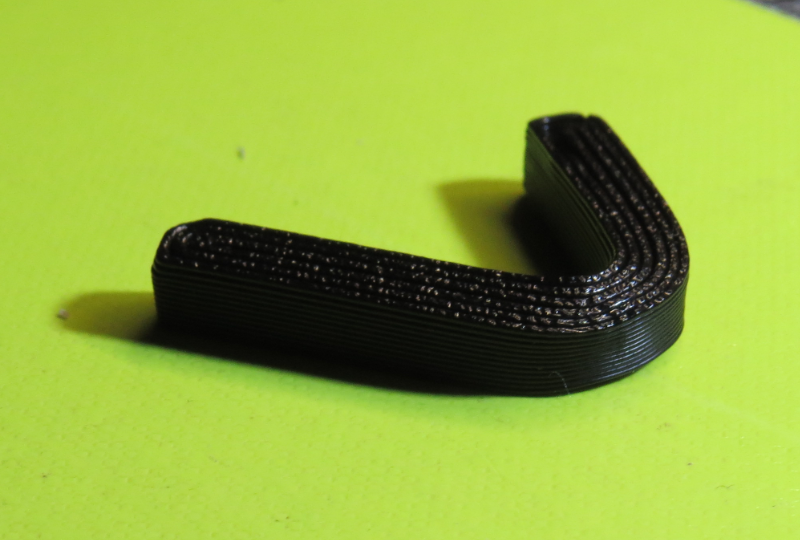
Горячее испытание. Небольшая пластическая деформация началась после 85℃. Заметил интересную особенность - брусок твердеет и становится несгибаемым очень быстро после извлечения из горячей воды, буквально через несколько секунд. Структуры брусок не потерял, не расслоился, не надломился и не побелел в месте сгиба.
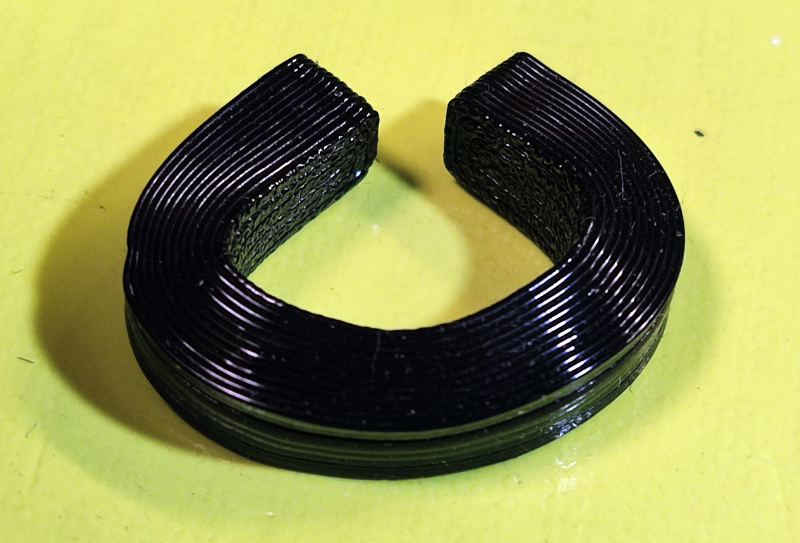
 Сгибание требовало больше усилий, чем для той же манипуляции с “обычным” PETG, это прямо чувствуется без приборов, гнется туго. Согнуть с одного нагрева пополам не удалось, поэтому принял решение закрутить его в бараний рог при помощи паяльного фена на температуре 250℃. В итоге деталь все равно выглядит как монолит - согнута, но не сломлена.
Сгибание требовало больше усилий, чем для той же манипуляции с “обычным” PETG, это прямо чувствуется без приборов, гнется туго. Согнуть с одного нагрева пополам не удалось, поэтому принял решение закрутить его в бараний рог при помощи паяльного фена на температуре 250℃. В итоге деталь все равно выглядит как монолит - согнута, но не сломлена.
Печать модели покрупнее в полный рост проявило повышенную “сопливость” PETgа. Вообще, даже “обычный” вариант пластика знаменит своим насморком, но тут эффект усилился прямо в разы. Возможно, повышенное нитеобразование наложилось на небольшой ретракт, так как в принтер я установил титановый термобарьер, но в любом случае, с другими пластиками таких волос при той же конфигурации принтера не наблюдалось.
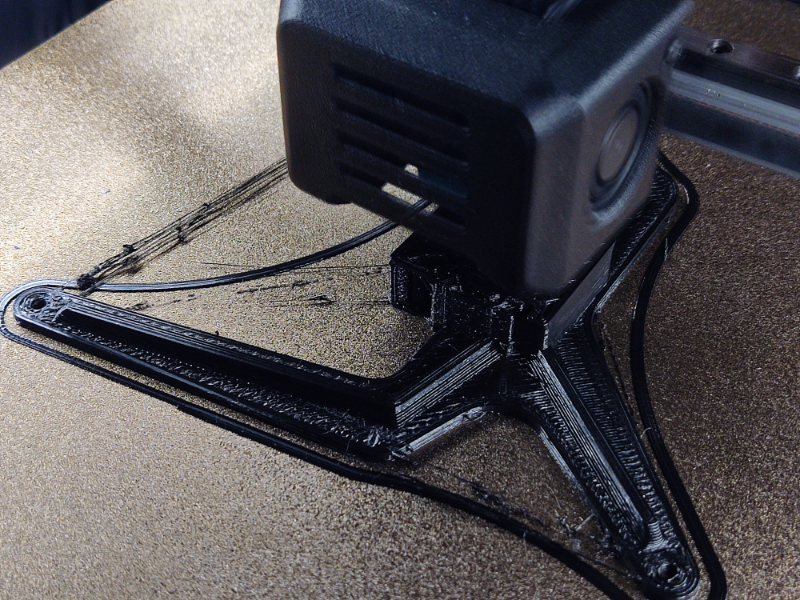
Кто-то посчитает особенность недостатком, но я лично проблем с “растительностью” никогда не испытывал, крупная убирается кусачками или просто руками, мелкую достаточно обдуть термофеном, чтобы она исчезла быстро и навсегда.
Волоса выглядят сурово, спору нет, особенно на закрытых контурах без оптимизации печати стенки.
 Зато детали получаются прочными, блестящими и твердыми, что для “рогатой” детали было особенно важно, с учетом ее утонченности. Что это за изделие и для чего печаталась, напишу в другом посте, скажу лишь, что нагрузка на нее планировалась достаточно серьезная.
Зато детали получаются прочными, блестящими и твердыми, что для “рогатой” детали было особенно важно, с учетом ее утонченности. Что это за изделие и для чего печаталась, напишу в другом посте, скажу лишь, что нагрузка на нее планировалась достаточно серьезная.

Изготовил корпуса для своих мелкосерийных ESP-CAM из всех трех пластиков от Мако.
Красный PETG, попавшийся в руки первым случайно, далее под впечатлением и осознанно приобретенный черный термостойкий PETg и серый ABS, который пришел с ним из OZONa в одной посылке.
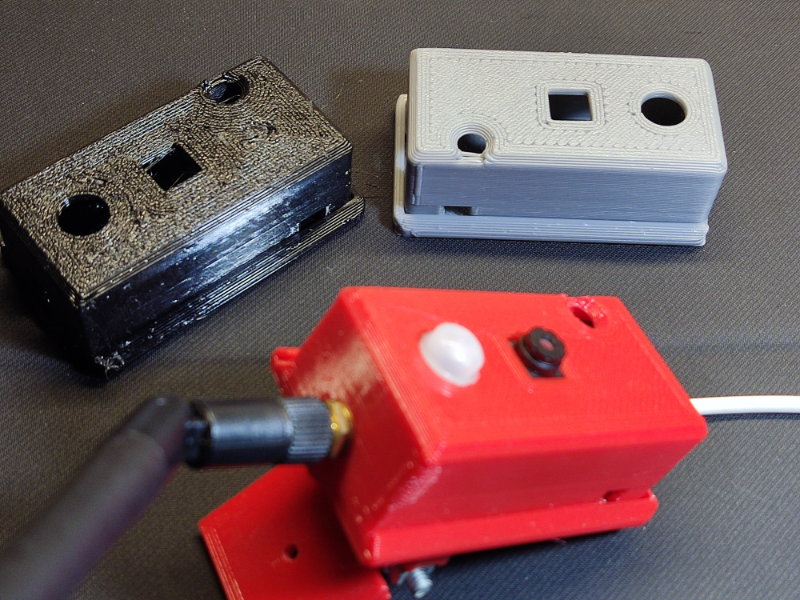
Про ABS ничего особенного сказать не могу, я этим с таким материалом работал мало. Печатается ровными слоями, липнет к столу хорошо, корежиться и отрываться в закрытой камере Бизона не пытается даже с обдувом. Хороший пластик и цвет красивый. Не волосит вообще никак. Любителям ABS советую, если я справился с малознакомым типом капризного материала с первой попытки, то вам вообще будет в радость. Брал под заказчиков, которые хотят изделия исключительно из ABS по каким–то своим убеждениям.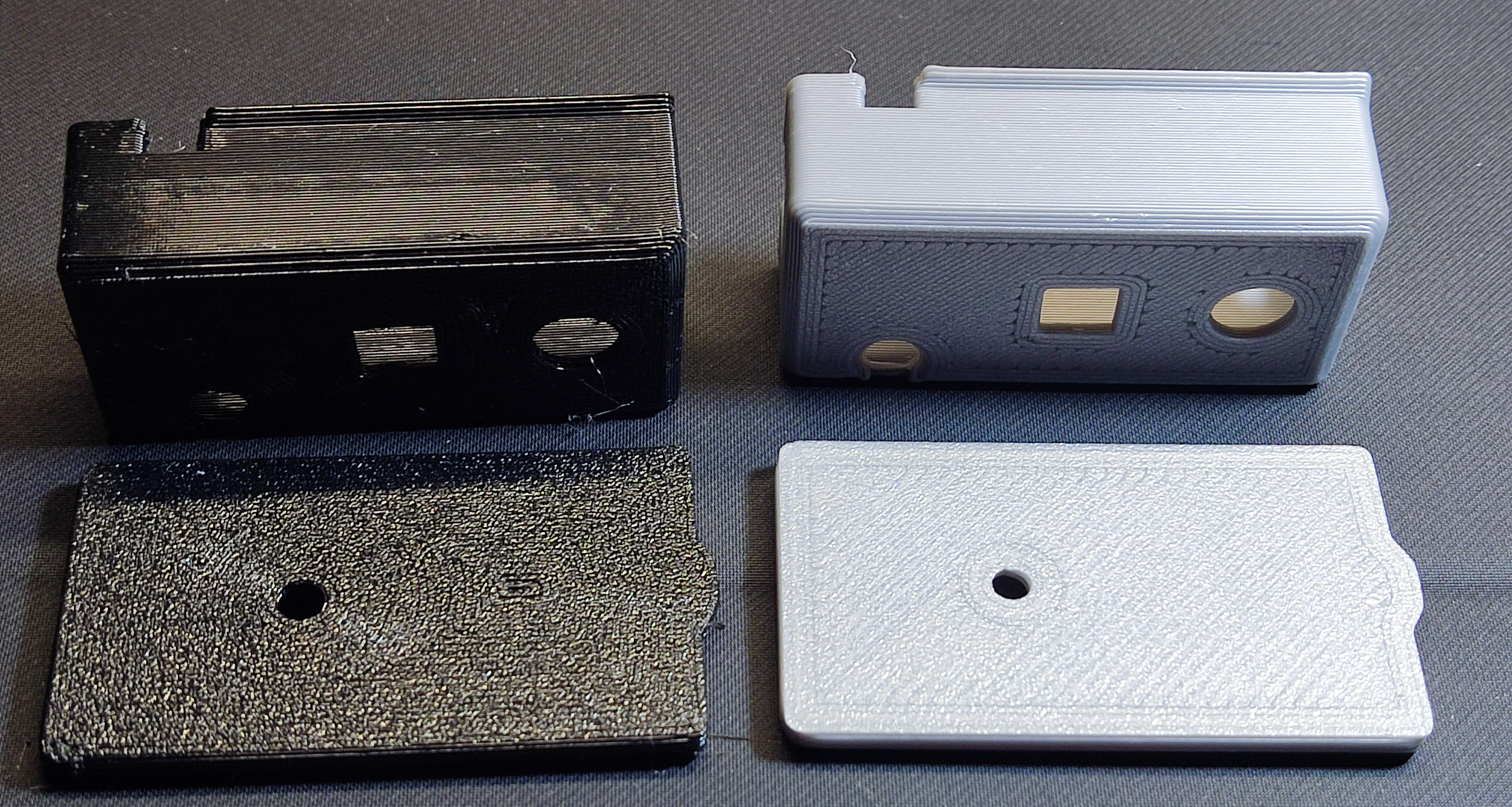
А вот про PETGи знаю больше, у меня с ними любовь с первой катушки. Среди них “Тугоплавкий” CR-5083 понравился еще больше за свою твердость, несгибаемость, стойкость (температурную) и цену (невысокую). Печатается с теми же настройками скорости, обдува и прочего, только при более высокой температуре сопла и стола. В целом, не сложнее, чем мы привыкли. К покупке рекомендую, а тем, кому чуть не хватало характеристик обычного PETG, настойчиво советую.
Еще больше интересных статей
Угленаполненные филаменты: зачем карбон в пластике и где он действительно полезен
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Полиамид PA-6 для 3D-печати: когда нужны настоящие инженерные свойства
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Чем и что печатать. Небольшой обзор для новичков, без воды и сказок. Часть 1-я.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









Комментарии и вопросы
)))
Если завтра - послезавтра, то....
За 5к ₽ пусть себе в ухо его в...
Здравствуйте всем 🤝Есть такой...
с чем может быть связан данный...
Здравствуйте! Пару дней назад...
Всем здравствуйте! Может кто т...