

Ultimaker Original
Описание 3D-принтера «Ultimaker Original»
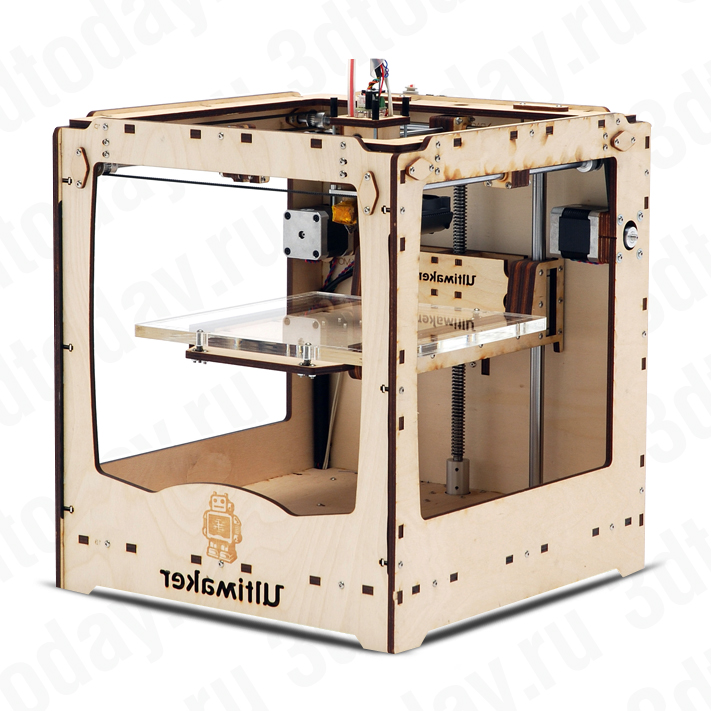
Ultimaker Original поставляется в качестве комплекта для самостоятельной сборки. Несмотря на ценовую доступность и простую конструкцию, основанную на оригинальном Makerbot, принтер отличается исключительно высоким качеством печати с разрешением в 20мкм. Габариты рабочей камеры позволяют создавать объекты размером 210х210х205мм. Возможна установка двойного экструдера для двухцветной печати или одновременного использования разных материалов.
О принтере «Ultimaker Original»
Обзоры и отзывы владельцев
- Не выдуманная история капризного Ультика. Год первый: Посмотреть
- Еще одна история о Ultimaker: Посмотреть

Распечатанные модели
Apollone распечатал на
Ultimaker Original
dadigor распечатал на
Ultimaker Original
Apollone распечатал на
Ultimaker Original
Apollone распечатал на
Ultimaker Original
ShMixa распечатал на
Ultimaker Original
ShMixa распечатал на
Ultimaker Original
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.