

Flying Bear P905
Описание 3D-принтера «Flying Bear P905»
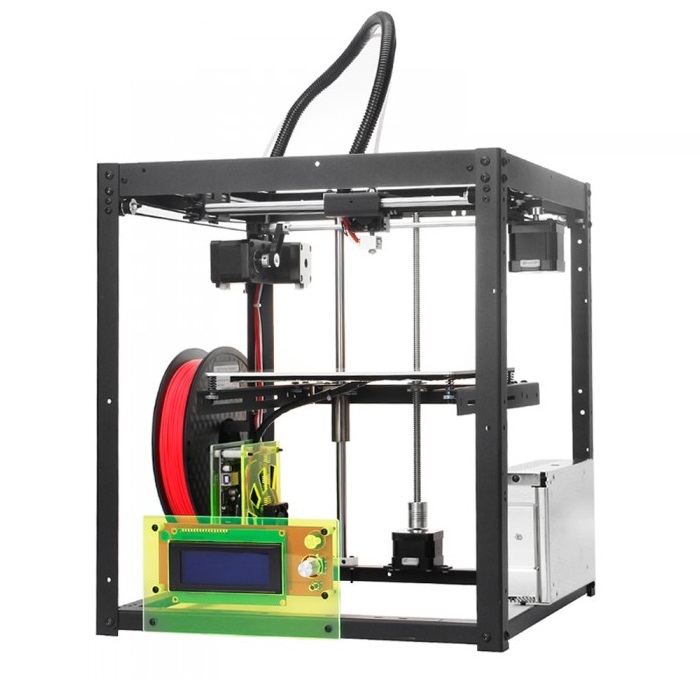
Flying Bear P905 — набор для сборки 3D-принтера c одним или двумя экструдерами. Область печати составляет 220х220х210 мм с двумя экструдерами и 220х280х210 мм с одним. Для печати можно использовать широкий спектр расходных материалов.
Распечатанные модели
IliaV распечатал на
Flying Bear P905
veras распечатал на
Flying Bear P905
veras распечатал на
Flying Bear P905
somon распечатал на
Flying Bear P905
veras распечатал на
Flying Bear P905
Shalman распечатал на
Flying Bear P905
Статьи владельцев 3D-принтера «Flying Bear P905»
Показать большеПопулярные 3D-принтеры
1550 статей
1286 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1540 статей
1722 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1272 статей
1024 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Предложений по продаже от компаний нет.