

Creality CR-200B: обзор новинки 2021 года.

Чужих меж нами нет!
Мы все друг другу братья
Под вишнями в цвету.
(Исса)

Вступление
Традиционно, начну с мыслей. С 3D-принтерами китайского производства плотно сталкиваться мне еще не приходилось. На обзоры попали только Wanhao и дешевый набор для сборки "дрыгостола", собрать который я не осилил по причине нехватки времени и энтузиазма. В последствии передал эту кучу запчастей Диме.
Но совсем недавно на наш сайт заглянули представители одного из сильнейших 3D-брендов в Китае, компании Creality 3D. Гостям стал интересен российский рынок и мы погрузились в обсуждение отрасли как в России, так и сравнении ее с Европой и США. Меня всегда интересовала ценовая политика китайских товаров, но сколько бы я не выспрашивал о "дешевизне", четкого ответа не получил. Ну и бог с ним.
В один прекрасный момент мне предложили на обзор новинку компании - 3D-принтер Creality CR-200B. Я бы даже сказал не предложили, а настойчиво порекомендовали. Меня одолело любопытство. Я больше склонен не доверять товарам из Китая, а тут изучив рекламные материалы с сайта производителя - стало очень интересно пощупать данный агрегат.
В данном обзоре я расскажу об этом интересном принтере с точки зрения рядового пользователя или новичка в 3D-печати.
Кстати, СR-200B будет официально анонсирован сегодня, 4 апреля. А так же компания Creality предложила провести на 3Dtoday конкурс и подарить данный агрегат победителю (новенький конечно, не с обзора).
Распаковка и комплектация
Принтер ехал очень долго, т.к. был отправлен не через Алиэкспресс, а напрямую производителем. Транспортная компания везла принтер почти 2 месяца, судя по треку - он долго проходил таможенную очистку. Принтер прибыл ко мне в деревянной обрешётке:

На коробке были обнаружены явные следы заинтересованности к содержимому от сотрудника таможни. Аккуратный разрез канцелярским ножом и варварский разлом:
Самое главное, что это никак не повлияло на содержимое. Достаём красавчика и ставим рядом с PICASO Classic:

Понравилось то, что принтер был достаточно плотно упакован, + завернут плёнкой. Внутри корпуса так же было всё жёстко зафиксировано.
В комплекте идёт очень богатый набор:
 Состав: инструкция, отвёртки, ключи разных калибров и назначений. запасная трубка, клей. смазка, мастихин, кусачки, запасное сопло, флэшка с USB переходником, стяжки, клей для адгезии и даже игла для прочистки сопла. Так же в комплекте миниатюрная катушка с PLA-пластиком и куча рекламных листовок. В общем комплект для настоящих "мейкеров". Шнур питания, который попался мне - явно не предназначен для российских розеток, поэтому использовал свой - он стандартный. За комплект - твёрдая пятёрка!).
Состав: инструкция, отвёртки, ключи разных калибров и назначений. запасная трубка, клей. смазка, мастихин, кусачки, запасное сопло, флэшка с USB переходником, стяжки, клей для адгезии и даже игла для прочистки сопла. Так же в комплекте миниатюрная катушка с PLA-пластиком и куча рекламных листовок. В общем комплект для настоящих "мейкеров". Шнур питания, который попался мне - явно не предназначен для российских розеток, поэтому использовал свой - он стандартный. За комплект - твёрдая пятёрка!).
На CD-карте расположены очень много готовых файлов для тестовой печати. Так же ПО - Creality Slicer - по факту - классическая СURA, уже заполненная всеми моделями 3D-принтеров производителя.
Технические характеристики
Технология печати: Моделирование методом наплавления (FDM/FFF)
Количество печатающих головок: 1
Диаметр сопла, мм (в комплекте): 0,4
Область построения, мм: 200х200х200
Толщина слоя при печати, мм: 0,1-0,4
Платформа: С подогревом
Интерфейсы: usb, card reader
Дисплей: Да
Расходные материалы: ABS-пластик, PLA-пластик, PETG, TPU
Диаметр нити, мм: 1.75
Софт: Cura, Slic3r, Simplify3D, Repetier-Host и другие слайсеры
Габариты, мм: 411х435х503
Вес, кг: 16 (нетто), 20,68 (брутто)
Дополнительные параметры:
Точность печати ±0,1 мм
Температура экструдера до 260°С
Температура столика до 100°C
Дисплей 4,3-дюймовый цветной сенсорный
Функция сохранения (возобновления) печати: есть
Датчик филамента: есть
Внешний вид, кинематика

Корпус:
Что касается внешнего вида - дизайнер не зря ест свой хлеб. Проведена великолепная работа, тесно переплетающая эстетику, механику и эргономику. Никаких печатных деталей, всё зазоры подогнаны идеально. Дверца открывается влево и плотно фиксируется при закрытии скрытыми магнитами.
Принтер построен на классический кинематике Ultimaker. Все механика спрятана под корпус и добраться до нее достаточно проблематично (развинтить нужно практически все. Но об этом позже).



Система подачи классическая боуден, ниже ее датчик окончания филамента.

На лицевой части принтера дверка и дисплей. С правой стороны кнопка включения и разъемы для SD-карты и USB подключения. Крепление катушки и система подачи сзади. Очень неудобно для тех, у кого принтер стоит спиной к стене.
Так же на задней панели расположен вывод теплого воздуха из камеры.

Стекло:
Стекло с одной стороны с перфорацией, вторая сторона гладкая. Как пишет производитель в спецификации - "принтер оснащен карборундовым столиком, облегчающими работу с материалами, демонстрирующими сильную термоусадку". Можно установить любой стороной. Я печатал все модели на перфорированной.:

Экран:
На передней панели расположен емкостной сенсорный 4,3-дюймовый цветной дисплей. По ощущениям очень отзывчивый, с очень простым меню.

Меню позволяет подстроить параметры печати без отрыва от процесса. Здесь можно поменять температуры, включить/отключать подсветку, вентилятор охлаждения модели, циркуляцию в камере:

В меню настроек калибровка стола, заправка, извлечение пластика, перемещение по осям и др.:
 Так же меню позволяет сделать преднагрев в автоматическом и ручном режиме. В целом меню очень простое и понятное. Здесь вопросов нет - ставлю 5 баллов.
Так же меню позволяет сделать преднагрев в автоматическом и ручном режиме. В целом меню очень простое и понятное. Здесь вопросов нет - ставлю 5 баллов.
Калибровка стола, заправка пластика и первые недостатки
Запускаем из меню калибровку стола. Стол поднимается и сразу "врезается в проблему": вся проводка стола в его верхнем положении настолько натянута, что готова оторваться от платформы вместе со всей пайкой. Совсем непонятна эта экономия. Может быть инженерная ошибка?

Помимо того, что провод натянут, так он еще и блокирует винт калибровки платформы по дальнему правому краю. При калибровке пришлось изрядно повозиться, чтобы крутить винт, отодвигая при этом провод. При этом калибровочные винты понравились - большие и удобные. Запускаем нагрев сопла, стола, калибруем. Здесь проблем нет - стол ровный. Калибровка происходит по 5 точкам: 4 по углам и 1 центр.
Заправка пластика в Creality CR-200B - это процесс для очень терпеливых и невспыльчивых людей. Сначала пропускаем пластик через датчик окончания филамента, потом отжимаем рычаг с прижимным роликом и пытаемся попасть прутком через все отверстия в фитинг с трубкой. Процесс напоминает продевание нитки в иголку человеком, у которого плохое зрение и он забыл одеть очки.

Неудобства:
Во-первых у меня принтер стоит спиной к стене, пришлось его разворачивать (я потом уже приспособился заправлять пластик не разворачивая принтер)
Во-вторых нужно выпрямлять 8-10 см прутка, чтобы при заправке он шел прямо и не пытался проскользнуть мимо всех проходов.
В-третьих кошмар с фитингом, где фиксируется трубка подачи. Если Вы прошли всю головоломку, то любая зазубрина на конце филамента пытается зацепиться внутри фитинга за трубку и за сам фитинг. Дальше в обзоре я напишу, в чем еще подвох в связке фитинг-трубка.
Печать ABS-пластиком
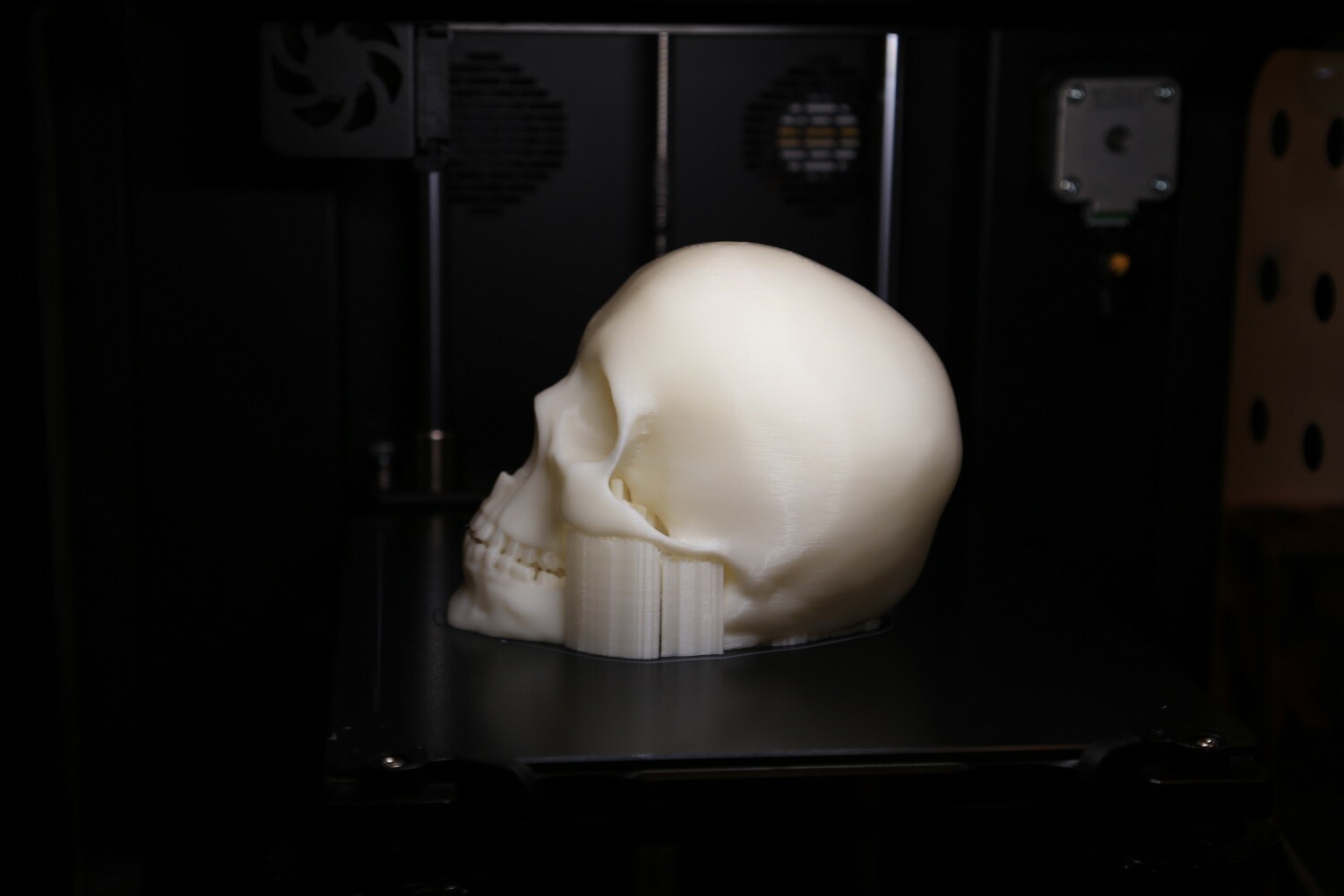
Итак, всё заправили. откалибровали и думаем, что бы запустить в печать. Первое, что попалось на глаза при сортировке моделей из каталога - модель черепа. Его и будем печатать из натурального ABS-пластика от BestFilament, слоем 0,2 и поддержками от платформы. Адгезия - лак от PICASO3D, Температура печати 245, стол 95. Циркуляция воздуха в камере отключена.
Смотрим:



Итог печати несколько удивил. Очень аккуратное исполнение. Поддержки отделились очень легко. Вопросов к печати совсем нет. Почти идеально, никаких расслоений, трещин в модели и т.д. Это конечно несомненный плюс закрытой камеры. Самый сок для печати ABS. Поддержки удалены, улыбаемся, сейчас вылетит птичка:

Печать PLA-пластиком
Заряжаем остатки красивого зеленого PLA. Ставим печатать "традиционную руку". Слой печати 0,2. адгезия - чистая платформа. Температура печати 215, стол 60:

В целом неплохо, но возникает сразу два вопроса: что за недоэкструзия на нижней части модели и что со слоями и откуда полосы. Ставим еще несколько печатей из разных пластиков, но они все проваливаются практически сразу. Пластик еле идёт и в итоге образуется пробка. Разбираем голову (очень простой процесс):

Трубка подходит вплотную к соплу без каких-либо фторопластовых втулок, как это сделано в Ultimaker. По итогу трубка "залюфтила" и пластик полез в зазор образуя пробку. Нагреваем вычищаем, обрезаем конец трубки, ставим ее и дополнительно дожимаем соплом. Собираем всё и пробуем печатать кубик:


Всё получилось. Даже недоэкструзия ушла.. Дальше печать PETG.
Печать PETG-пластиком
Пробуем еще длинную печать. Ставим копилочку. Состоит из нескольких частей. Корпус, заглушка, язык. Печатаем из серого PETG от my3d.art. Язык из красного PLA от того же производителя. Глаза печатаем из черного ABS нонейм производителя. Параметры для печати PETG: Слой 0,2. температура печати 240, стол 90.


При печати модели снова появляется странный артефакт в нижней части модели, как будто смещение:
 Собираем:
Собираем:

В целом печать вполне хорошая, не считая странного артефакта в нижней части модели.
Первая "недополомка"
После печати копилки принтер стал грешить перескоками ремня и смещением слоёв при печати. Визуальный осмотр ничего не дал и было принято разбирать и смотреть, что со шкивами. Чтобы добраться до кинематики, надо снять верхнюю панель. Для этого нужно открутить винты в камере, потом снять заднюю панель принтера и там же открутить еще 2 винта, которые держат крышку. В общем еще тот квест.
Принтер начал портачить:

Визуальный осмотр и шатаем валы, ремни. Непонятно:
 Разбираем:
Разбираем:

Ну и находим проблему. Отсутствие винта на шкиве:

Визуальный осмотр и небольшая тряска принтера выдает нам его - он просто был слабо закручен на производстве и вывалился от вибраций:

Плотно закручиваем, собираем принтер и печатаем болт красным PLA:


 Вот теперь и слои на месте и никаких проскоков нет.
Вот теперь и слои на месте и никаких проскоков нет.
Печать SBS-пластиком
Когда-то давным-давно я получил катушечку SBS-пластика цвета медного металлика от компании Filamentarno.ru. Пластик пылился на полке целых три года и я очень сомневался, что из него что-нибудь получится. Но попытка. не пытка. Ставим печать дракона с тингвёрса. Слой печати 0,25, температура 245, стол 95. Печатаем файл с родными поддержками (уже есть в самой модели).

Немного почистим от поддержек:

В целом печать сходу удалась. С учётом того, что пластик очень мягкий и в добавок еще и полежавший.
Печать ракеты из ABS, PLA, PETG
Сия повесть про бесконечные мучения при печати ракеты с тингверса. Я ушёл от изначального размера модели и печатал в масштабе 70% от исходного. Это была моя самая большая ошибка. Автор модели еще тот "тролль" - поглумился над сообществом, написав что-то типа "пройдете ноги" - дальше всё будет печататься хорошо. Но, как говорится, врагу не сдаётся наш гордый варяг и я несмотря на то, что руки уже опускались - напечатал этот проект и собрал.
Попытки, попытки и еще раз попытки пройти ноги. Что я с ними только не делал: и печатал с 50-70 процентным заполнением, и печатал на рафте, и увеличивал подьём по Z, и печатал разными пластиками:

И да, я не мазохист. В один прекрасный момент у меня получилось:

Пластик серый PETG от my3d.art спас положение. Собираем:


Вывод
Несмотря на то, что существуют некоторые технические недоработки, принтер оставил впечатление твердого середнячка. Вполне может печатать "из коробки", но больше он предназначен не для новичков. а тех, кто уже имел дело с принтерами и сможет найти проблемы и устранить их. Прекрасный внешний вид, заслужившая признания кинематика, эргономика, используемые современные решения и тихая печать пересекаются с мелкими, досадными недоработками (которые вполне быстро устраняются при желании). Я очень надеюсь, что производитель обратит внимания на недочёты и исправит их.
CR-200B - это одна из очередных попыток скопировать классический Ultimaker, немного приправив его современными решениями, но не везде. У принтера два слабых места - система подачи (которую нужно допиливать) и голова, которая так и норовит создать пробки на ровном месте. Очень высокий износ трубки подачи при интенсивной печати и на ретрактах, поэтому запасную нужно иметь всегда под рукой (производитель сам положил в комплект подменную трубку). Что касается решения трубка-сопло - как советуют бывалые печатники - только смазывать касторовым маслом.
Принтер может стать бестселлером в домашней печати, но для этого от производителя требуется исправление недочетов.
Что касается применения: принтер я рассматриваю больше, как машину для любителей, для творчества и для домашней печати.
Что хотелось бы изменить:
- перенести расположение катушки внутрь камеры - места предостаточно. Это освободит немного места сзади принтера. что позволит его поставить плотнее к стене и даст дополнительный бонус к сушке пластика.
- доработать механизм подачи - на классическом Ultimaker я не сталкивался с трудностями заправки пластика
- удлинить связку проводов к платформе
Несмотря на все проблемы, которые мне приходилось решать в процессе "пользовательского теста", мне принтер понравился. Существенных просчётов и ошибок в проектировании замечено не было.
Гарантия UPDATE: В этом году (2021) в Москве открывается официальное представительство Creality. Поэтому вопросы с гарантией будут решаться оперативно. Это очень хорошая новость.
Цена UPDATE: на данный принтер цена озвучена в районе 400$
Информация о принтере на сайте Creality - здесь
UPDATE к посту (для будущих владельцев)
1) Во время написания обзора ко мне обратился один из владельцев данного аппарата с такой проблемой:
"У Вас вроде появилась на испытаниях модель "Creality CR-200B". Просьба к Вам: испытайте на "CR-200B" печать в режиме "ваза", мы не можем этого добиться на нем: в обычном режиме печатает нормально, а в режиме "ваза" головка дергается мелкими рывочками по линии печати, но нормально печатать не хочет. Ставили последнюю прошивку 1.0.4 - тоже самое. Использовали последнюю версию слайсера "Creality Slicer 4.8" - тоже самое. Причем тот же самый Gcode файл без проблем печатается в режиме "ваза" на "Anycubic 4Max Pro 2.0""
Я решил попробовать напечатать модель в "режиме вазы" и проблем не обнаружил:

Для будущих владельцев - скачивайте готовый файл для печати и проверяйте: https://yadi.sk/d/YnaFZzxSjcw5ag
2) Так же получил вот такой отзыв:
"Вентилятор обдува выключается, а вентилятор обдува термобарьера не выключаются... Они рядом находятся... И от него сифонит во все стороны, в том числе и на печатную зону, а это негативно влияет на толстостенные модели из абс... Я не говорил что он не печатает абсом.... Но это явно не его конёк.... Я тоже печатал на нем абсом в обычном режиме, модель получалась, но были маленькие дефекты из-за обдува, который там не должен быть..."
- да, это вполне возможно, что обдувы мешают печатать из ABS,но, если честно, то на некоторые модели из ABS я сам принудительно ставлю обдув. Мне ничего не мешает
На этом всё. Спасибо, что прочитали!
С уважением, Сергей.
Еще больше интересных статей
Обзор 3D-принтера QIDI MAX4 Combo: когда размер имеет значение!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Наверняка многие из печатников сталкивались с необходимостью среднегаб...
QIDI MAX 4 спустя полтора месяца. Принтер начал зарабатывать деньги.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Как тестировщик принтер покупал
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









{kind=link}
{kind=link}
{kind=link}
Комментарии и вопросы
А где вы про мытье пакета вычи...
Будет, как фрёкен Снорк :-)
размер руки не совпадает ))))р...
Не так давно мною был приобрет...
Есть потребность переделать са...
доброго дня , не могу найти св...
Натолкнулся тут на одном сайте...