

Впихнуть невпихуемое: наполненные пластики от U3Print


Доброго времени суток. Компания U3Print продолжает свои достаточно удачные попытки запихнуть внутрь филамента различные инородные материалы. Так вот сегодня мне на обзор прислали 3 вида такого пластика:
⦁ PLA наполненный медью
⦁ PET-G наполненный медью
⦁ PET-G наполненный бронзой.
Если я вас смог заинтересовать, то добро пожаловать под кат.
Данные виды филамента позиционируются компанией U3Print как пластик верхнего ценового сегмента для печати художественных, а не технических моделей.
Не будем тянуть резину за кота, от красивых слов переходим к делу.
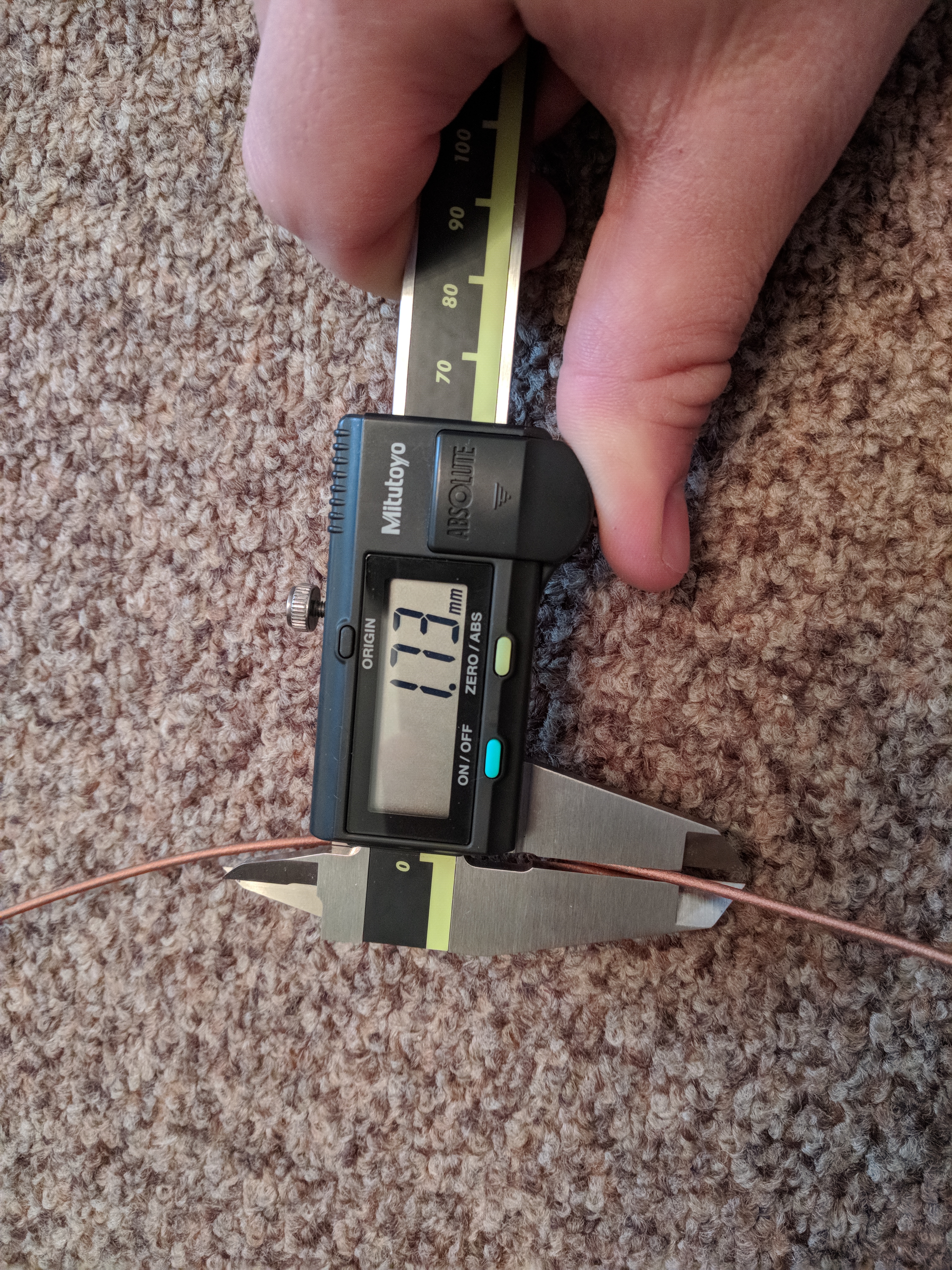
Все виды пластика поставляются в герметичных (но не вакуумных пакетах) с парой пакетов силикагеля внутри. Толщина прутка варьируется от 1,71 до 1,77.

При печати запаха чего-либо обнаружено не было. Усадки моделей во время печати замечено не было, все размеры соответствуют задуманным, модель не отрывается ни при печати, ни после остывания стола. Перехлестов нити катушке как не было раньше, так и нет сейчас.
Тестировать пластики будем на всенародном принтере Creality Ender 3 Pro в стоковом состоянии с немного доработанным обдувом. На столе я использовал стекло, а в качестве адгезива обычный клей ПВА.
Для печати стандартным соплом в 0.4 мм я подобрал вот такие настройки печати:
• Температура сопла: 225-230 градусов
• Температура стола: 70 градусов 1-й слой, 65 градусов остальные
• Скорость печати: 30 мм/с для 1-го слоя, 50-90 мм/с для остальных
• Расстояние отката: 5 мм для PLA и 6 мм для PET-G.
Для печати соплом 0.8 мм устаканились вот такие настройки:
• Температура сопла: 225-230 градусов
• Температура стола: 70 градусов 1-й слой, 65 остальные
• Скорость печати: 15 мм/с для 1-го слоя, 25-30 мм/с для остальных
• Расстояние отката: 8-10 мм.
PLA с медью

В катушке пластик имеет яркий цвет и матовую текстуру.
Самый плотный и тяжелый из всех пластиков.
Поскольку я слышал, что этот филамент забивает сопло, диаметром 0.4 мм, я сразу же решил печатать именно им. Выбор пал на небольшую модель лап для этого красавца.

Но вот незадача, сопло отказалось забиваться наотрез, даже спустя несколько часов печати. Возможно, что теперь размер фракции медного наполнения теперь стал меньше, настолько, что этого достаточно для печати соплом 0.4 мм.
Итак, получился вот такой результат. При печати слоями высотой 0.1 мм на модели появляется «медный» блеск на вертикальных стенках, но на горизонтальной крышке практически не заметен.

Первый слой, при печати на гладком стекле теряет свой «медный» цвет и становится каким-то «грязно-красным».

На готовой модели невидно никаких вкраплений и непосвященный в тонкости 3d печати человек никогда не догадается, что пластик содержит еще что-либо кроме кукурузного крахмала.
PETg с бронзой

Бронзовый цвет пластика в катушке имеет несколько зеленоватый оттенок и шершавую текстуру.
При печати зеленоватый оттенок полностью пропадает, а модель после печати получается с темно-желтыми и с ярко-золотистыми вкраплениями.

Из-за того, что деталь ярко глянцевая, на ней отлично будут видны все огрехи принтера, такие как воблинг и гостинг, что в умелых руках можно превратить в художественных эффект.
К своей черной пантере, решил напечатать еще одну, золотую. При рассмотрении модели обнаружился интересный эффект: те поверхности, на которые не падает прямой солнечный цвет, кажутся почти матовыми на фоне тех, которые освещены.

Отличнейшим образом отделились все поддержки, руками модель от них не оторвать (что хорошо иначе бы хвост непременно бы отвалился в процессе печати), а вот бокорезами и шлицевой отвёрткой легко снимается без повреждений.

Медный PETg

Самый проблемный из беспроблемных пластиков. При печати соплом 0.4 мм уже на 3й минуте у меня начались щелчки фидера и капитальная недоэктрузия. Закончилось все полным засором сопла.
Следующей попыткой стало сопло на 0.5 мм. 4х часовую печать я смог завершить, но результатом остался не доволен. Модель полностью покрыта «точечной недоэктрузией» вперемешку с натёками. Складывается впечатление, что сопло постоянно немного забивается, а затем давлением этот засор выдавливает, оставляя натек на модели.

Решив не мелочиться, я взял сопло на 0.8 мм. С 8й-10й попытки получилось достичь вот такого результата.

Я так и не смог побороть тонкие нити, характерные при маленьком ретракте на PETg. Даже с 10 мм ретракта подобные нити оставались в большем количестве. Возможно, печать соплом в 0.6 мм пойдет без проблем, но к сожалению у меня такого сопла нет.
При сравнении 2-х одинаковых моделей можно увидеть главную особенность всех наполненных чем-либо пластиков. Чем тоньше слой, тем более заметна фактура наполняющего пластик материала.

При печати деталей с геометрически ровными поверхностями слоем 0.15 мм и тоньше невозможно ни глазом, ни на ощупь определить, что деталь напечатана технологией FDM.
Этот кран я напечатал слоем в 0.15 мм для демонстрации этого эффекта.

Постобработка
Шкурение готовых моделей не принесло никаких сюрпризов. Все виды пластика шкурятся точно так же, как и обычные, без наполнения. PLA шкурится легче и проще, PETg тереть приходится подольше.
На этом фото хорошо видно отличную горизонтальную спекаемость слоев. (240-я шкурка).

А вот с обработкой дихлорметаном (или дихлорэтаном) оказалось не все так просто. Подобными растворителями пластика я пользуюсь для удаления и скрытия дефектов печати. Я использую жесткую кисть, растирая-размывая дихлорметан поперек слоев, пока они не пропадут.
С PETg такой метод сыграл злую шутку. При таком методе обработки напрочь пропали все яркие вкрапления бронзы и меди, поверхность стала «замыленной» и какой-то грязно коричневой.

После нескольких неудачных попыток я выработал следующую технологию: наносить следует совсем немного растворителя вдоль слоев, и не в коем случае не трогать кистью уже размягченные области. Таким образом удалить дефекты печати практически невозможно, а вот придать гладкости шершавым поверхностям вполне.
Вот наилучший из результатов:

Для сравнения верхнюю часть обрабатывать я не стал. Поверхность становится гладкой, но не теряет ярких вкраплений.
С PLA все гораздо проще. Поскольку в нем нет никаких явных вкраплений, то обрабатывать его можно до посинения.

Послесловие
От себя могу сказать, что никаких проблем при печати пластиком не разу не возникло (кроме конечно же сопла в 0.8мм), ни засоров, ни пузырей, ни соплей. Филамент настолько «предсказуем», что я могу смело рекомендовать любому в качестве первого филамента, если вас только не испугает цена :).
ДосвидОния.
Еще больше интересных статей
Обзор на филамент PETG от LIDER-3D
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Новинка! LIDER-3D PA6-GF20
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
PA6-GF20 - инженерный пластик на основе модифицированн...
Такой разный ацетон, или когда гнать — вредно
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Несмотря на КДПВ, данная статья не ставит сво...









{kind=link}
Комментарии и вопросы
Очередное решение проблемы, ко...
Давайте, ребята! Я очень жду к...
Я конечно понимаю что мы как г...
Добрый день, расскажите что эт...
всем привет . подскажите какие...
Что за автомобильНемцы вроде в...
Всем привет.Помогите с качеств...