

Некоторые проблемы при 3D печати и способы их устранения

3D-печать – это интересный, но сложный и достаточно длительный процесс. Но при печати часто возникают различные сбои и внештатные ситуации.
Ниже мы приведем наиболее распространенные проблемы 3D печати, с которыми сталкивались, расскажем о причинах и попробуем сделать выводы о том, как их избежать.
Самая распространенная из проблем при 3D печати - это конечно же отлипание пластика от стола. Ее мы даже не будем рассматривать, так как любой 3D печатник знает, что качественно напечатанный первый слой – залог успеха 3D печати, ну а секреты в виде ковриков, клея и других средств, многократно на портале упоминаются.
Чуть менее часто, но достаточно регулярно, возникают ошибки чтения данных с карты памяти. Даже на супер дорогих картах эта проблема может проявиться внезапно. Засоры элементов экструдера тоже нередкие.
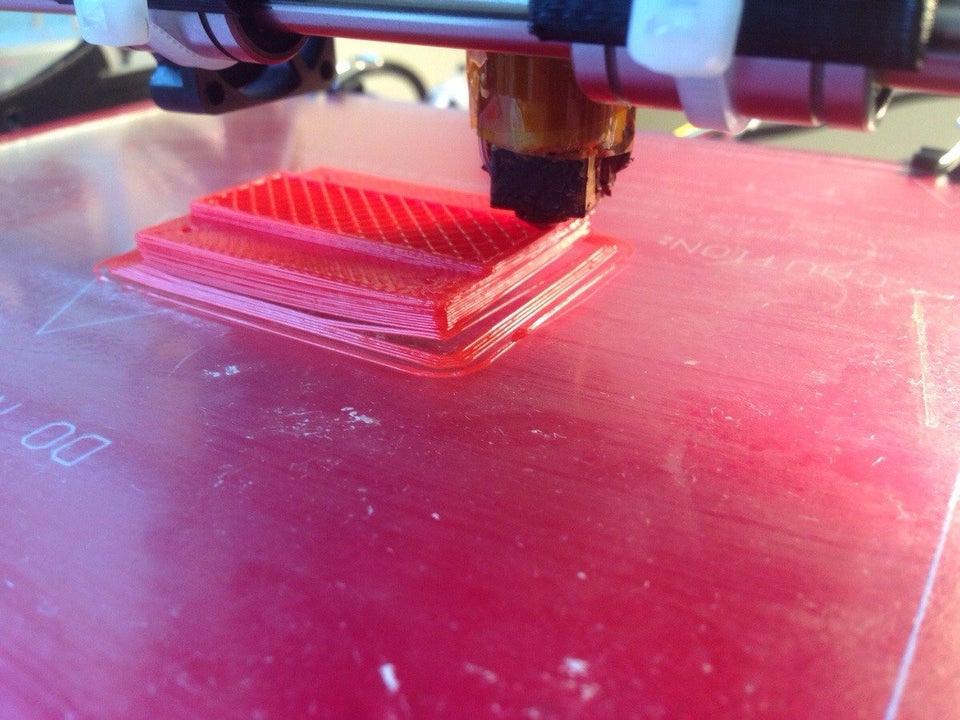
1. Печатая модель пластиком ABS, нужно помнить, что он имеет усадки при остывании, и поэтому очень чувствителен к резкому понижению температуры. Если во время печати открыло откроете окно, это вызовет поток холодного воздух, то есть сквозняк. Пластик ABS сразу же даст сильную усадку и пойдет растрескивание по слоям. На фото видно, что несколько слоев просто-напросто не спеклись между собой, но при этом принтер продолжил печать.

2. Иногда 3д печать длится много часов, расходуется большое количество пластика и когда модель напечатана наполовину, принтер зависает на небольшое время в одной точке. В этом месте появляется нагар с наплавлением пластика, за который в дальнейшем будет цепляться экструдер, и это будет мешать нормальной печати. Модель может расслаиваться. Если такое случилось, не стоит перезапускать печать, используя тот же файл на той же карте памяти. Если проблема связана с ошибкой чтения карты памяти, а такое бывает не редко, то та же самая проблема в том же самом месте может повториться.

3. Печатая некоторыми достаточно текучими пластиками, в случае, если ошибочно зададите неверный температурный режим, можете столкнутся с волосками («паутина» или «волосатая печать»). Конечно, температура это не единственная причина, вполне возможно, что параметры экструдирования заданы неверно, например, ретракт (втягивание) задан неправильно или скорость ретракта. В этом случае нужно сначала увеличить ретракт на 1 мм, а затем изменить скорость (в большую или меньшую сторону) и посмотреть результат. Если волоски появляются при перемещении сопла на большие открытые расстояния и программа не смогла оптимизировать траекторию на кратчайшую, найдите расширенные (Advanced) настройки и задайте параметр Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении.

4. Но с ретрактом тоже не стоит перебарщивать. Если при печати, например PLA пластиком принтер делает частые или большие откаты горячего пластика назад, может образоваться пробка в тефлоновой трубке и пластик начнет застревать в трубке, а затем проталкивая кусочки дефектного пластика в сопло, забьют и его. Уменьшив длину отката на 1-2 миллиметра вы сможете печатать без застревания пластика, но в результате может появиться «волосатая печать». Поэтому тут нужно найти какое-то оптимальное решение.

Если произошел сильный засор экструдера, и подача пластика полностью прекратилась, прочистите нагретое сопло иглой. Но не стоит забывать, что засор скорее всего начался с тефлоновой трубки, поэтому рекомендуем трубку заменить.
5. Для печати большой модели, рабочего дня может оказаться мало, в некоторых случаях требуется печатать сутки и более. И в процессе печати может произойти отлипание поддержек какой-нибудь части модели и эта часть может сдвинуться. По законам жанра, обычно это происходит ночью, когда никто не контролирует. Тут можно посоветовать только либо круглосуточно контролировать процесс и в случае сбоя останавливать печать, либо ставить принтер на паузу, когда контролировать невозможно и возобновлять печать на следующий день.

6. Печатая на фотополимерном принтере, большие модели, иногда тоже можно просчитаться с объемом необходимого количества смолы в ванной. Обычно слайсер достаточно точно считает объем необходимой смолы, но может так случиться, что на финальной стадии 3D печати в ванночке закончится смола. Может не хватить каких-нибудь 5-10 грам. Очень обидно, когда такое происходит и получился брак. В этом случае можно порекомендовать перед тем как оставить принтер в одиночестве, добавить ему жидкого пластика в ванну. Лучше потом излишки слить обратно в бутылку, чем не допечатать несколько миллиметров.

Какая бы проблема не возникла при 3D печати, главное ее распознать и по возможности устранить, не допуская подобного в будущем.
Фотополимерные смолы Anycubic - безопасная печать Eco пластиками
3D принтер Elegoo Mars - самый бюджетный фотополимерный с матрицей 5,5" разрешением 2560х1440
3D принтер 3D Artel Zobu - высокая точность позиционирования по бюджетной цене
3D принтер Wanhao Duplicator 7 - для домашнего и для профессионального использования
Wanhao Duplicator 6 Plus MARK II - с экструдером, позволяющим печатать до 300C
3D принтер Anycubic Photon S - выбор стоматологов и ювелиров. Теперь и в черном цвете!
3D принтер Anycubic Photon - бюджетный Аникубик
3D принтер Wanhao Duplicator 8 - размер имеет значение!
Wanhao Duplicator i3 mini - самый дешевый принтер, печатающий PLA пластиком прямо из коробки
Anycubic 4Max Pro (FORMAX) - безопасная печать любыми типами пластика PLA, ABS, HIPS, TPU, Wood
Еще больше интересных статей
Для любителей нажимать не те кнопки.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В нашем коворкинге, как и в большинстве...
Органайзер для пробников
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Постобработки пост. Делаем из ABS грунт-порозаполнитель.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Если эксперимент удался, значит что-то здесь не...









{kind=link}
{kind=link}
Комментарии и вопросы
Хороший вопрос! Однако, PLA-CF...
lerdge нормальная плата. Я на....
нужно писать в редакцию, они м...
Не могу понять, почему-то иног...
всем привет . подскажите как л...
Возникла проблема: моя Кобра 2...
на модели когда принтер печата...