

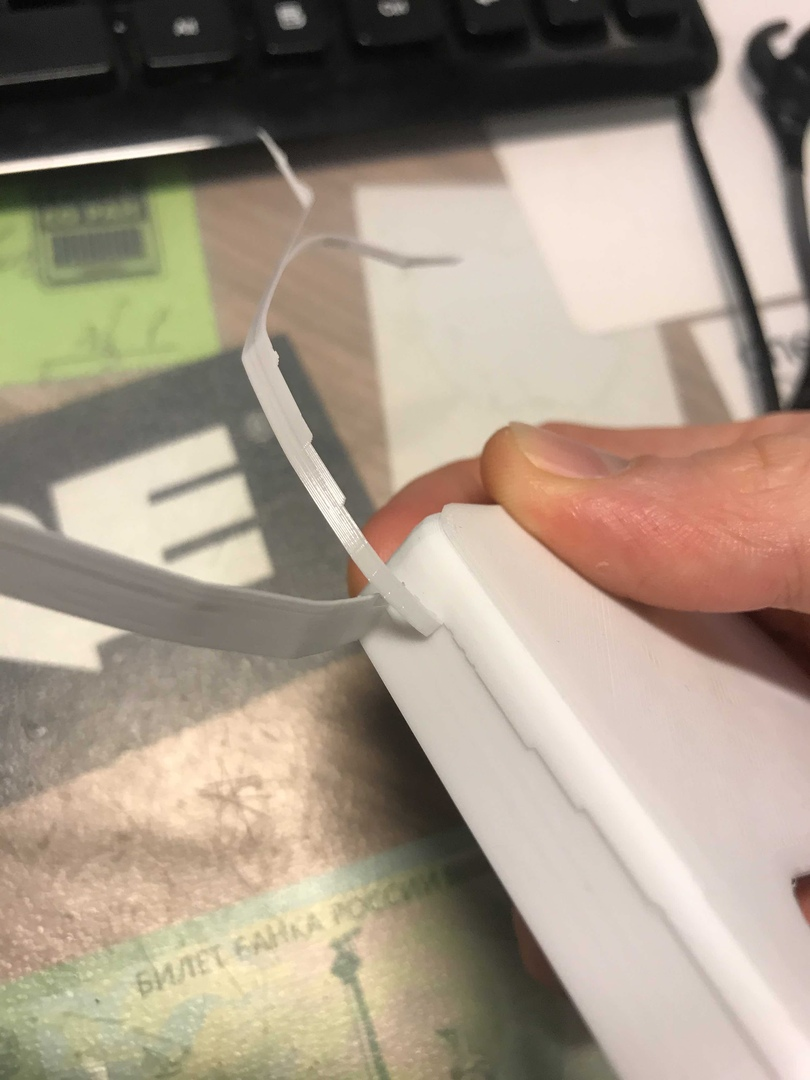
Расслоение стенок

Приветствую, после печати на детали отслаиваются внутренние и внешние стенки. Что это за проблема и как с ней бороться? Дело в недоэктрузии или поможет поток?

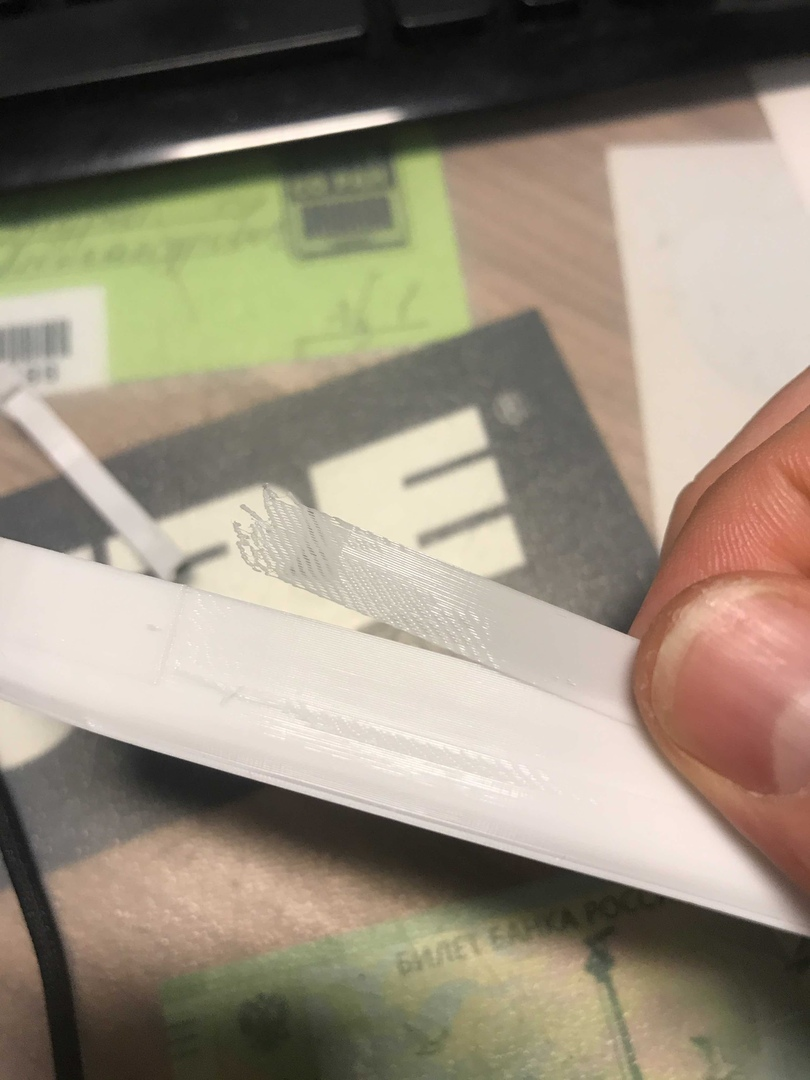 И также присутствует такой косяк как на последнем фото :)
И также присутствует такой косяк как на последнем фото :)
Популярные вопросы
Qidi q2
Всем привет не получается заставить печатать qidi q2..вроде и должен печатать из коробки , но чет не хочет тесты печатает нормально , но стоит запусти...
Есть идея ?
Здравствуйте товарищи рукоблу... рукодельники :)каждый год покупается для летнего периода москитная сетка на балконную дверь.Каждый год я ее клею по к...
Кубик, Simplify3D и мосты
slic3r перед тем, как выкладывать верхние слои, кладет мосты, а прекрасный Simpli3D этого не делает :(
То есть вот это зелено...
То есть вот это зелено...









{kind=link}
Комментарии и вопросы
ну типа воздухонаполненый (это...
Даже с растворителем – время.....
Бензин, понимаешь, вот о паден...
при нарезке стола появляется о...
Здравствуйте, коллеги.Кто-нибу...
Доброго времени суток.Начинающ...
Столкнулся с забавной проблемо...