

Пропуски, пропуски, *** пропуски при печати PLA

Всем привет! Помогите советом.
БЯКА, которая наблюдается на двух принтерах Ender 3v2 и Anycubic mega X
Прочел не одну тему касательно подобной проблемы на данном и других ресурсах, гуглил, ютубил.... не могу победить.
Печатал разной скоростью, температурой, пластиком, пластиком другого производителя, сушил его для профилактики, нарезал в Cura и Prusa. Большинстве случаев если модель НЕ "квадрат" и имеют НЕ прямые стенки - пропуски присутствуют.
Мои попытки решения:
1. Тут проблема была устранена путем ревизии механики и деактивацией печати тонких стенок
https://3dtoday.ru/questions/tmc2209-uart-delaet-volnu-kak-poborot
Не смотря на то, у меня нет проблем с ABS ( печатает отлично, без подобной фигни как c PLA), подтянул все винты, гайки, ремни... убрал тонкие стенки в настройках куры.
Слева ABS, с права PLA (увеличивал температуру до 215)

2. Тут оговаривалась проблема температуры и скорости:
https://3dtoday.ru/questions/strannye-propuski-v-nachale-pechati-vneshney-stenkib
https://www.3dtoday.ru/questions/propuski-v-pechati
Увеличивал / уменьшал - нифига не помогло
3. Смотрел видео касательно температуры и ретракта:
https://www.youtube.com/watch?v=QNUZIsTMQb0
Сделал температурную башню, печатал 210, перешел на 205 ( этой температурой рекомендует печатать даже производитель, созванивался), но разницы на 210 и 215 не увидел.
Сделал башню на ретракт, остановился на 4мм + 25мм/с (было 6мм + 25мм/с, но также видимой разницы не увидел)

Мои настройки для обеих принтеров на обоих слайсерах схожи.
- Скорость печати 60
- Скорость печати внешних стенок 50
- Скорость перемещения 120
- Слой 0.2
- Заполнение 20%
- Температура 205
- Ретракт 4мм - 25мм/с
В прошивке обоих принтеров ускорения детские
#define DEFAULT_MAX_ACCELERATION { 500, 500, 50, 10000 }
#define DEFAULT_ACCELERATION 500 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 1000 // X, Y, Z acceleration for travel (non printing) moves
Может нужно еще убрать / поставить какие-то галки?
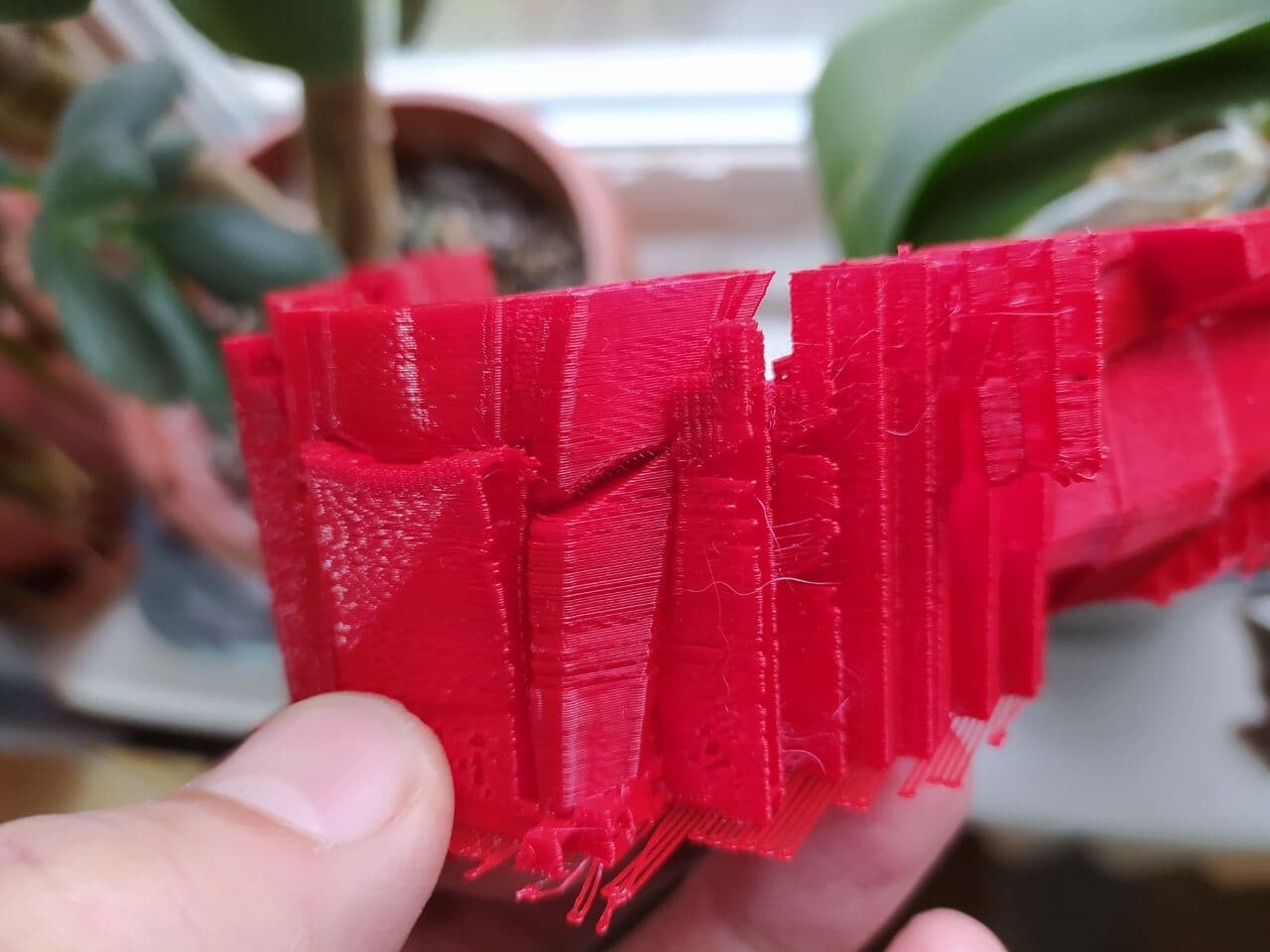
Фото пропусков прилагаю
1. Пропуски длиной в один слой
2. Пропуски и волнения при печати НЕ ровных стенок (руны и углы мелких деталей)
3. Мелкие пропуски

4. Пропуски на ровных стенках и поддержках


4. непонятные пропуски на нижних слоях


Популярные вопросы
смешно но какой софтиной резать stl с большим количеством полигонов
blender - не запустился не нравится ему моя видяха....
Печать втулки рулевого вала.
Шестерня vs зубчатое колесо
Недавн...









{kind=link}
Комментарии и вопросы
)))
Если завтра - послезавтра, то....
За 5к ₽ пусть себе в ухо его в...
Здравствуйте всем 🤝Есть такой...
с чем может быть связан данный...
Здравствуйте! Пару дней назад...
Всем здравствуйте! Может кто т...