

Indigo 3D Alpha: печать материалом TPU


Человеку, далекому от 3D-печати, при просмотре информации в поисковиках о 3D-принтерах и их возможностях может показаться, что они нужны только для развлечения. Чтобы печатать кораблики, вазочки, бюсты киногероев и т.д. На наш взгляд это обстоятельство, на ряду с другими (высокая стоимость, сложность) замедляет распространение 3D-печати в массы. Наша миссия - 3D-принтер в каждый дом, поэтому никаких "магистров Йода" и "айронмэнов" в наших статьях не будет.
К нам обратились инженеры с предприятия холодильного оборудования с вопросом: может ли ваш принтер напечатать гибким пластиком образец дверного уплотнителя для холодильника? У них на производстве есть 3D-принтеры, но по каким-то причинам печать не удается. "Почему нет, давайте модель, попробуем". Мы постоянно тестируем наш 3D-принтер различными материалами и тест с гибким материалом тоже был. Но это была модель покрышки и она не была тонкостенная, в отличие от дверного уплотнителя.

Под рукой оказалась катушка TPU ноунейм, купленная в 2018 году в Китае, за долго до проекта Indigo 3D. Из известных параметров печати от производителя: Print Temp: 190-230°C. Стоит сказать, что открытая катушка хранилась где придется в течение двух лет.
Изучив информацию в интернете о работе с данным материалом, о его гигроскопичности и плохой адгезии к столу, решили усложнить задачу:
1. Не сушить материал перед печатью, ведь не каждый рядовой пользователь будет этим заниматься.
2. В очередной раз протестировать печать на штатном полимерном покрытии стола, без обработки чем-то дополнительным (у рядового пользователя может не найтись ни лака для волос, ни малярной ленты и т.д).
3. Подобрать режим печати опытным путем, взяв за основу настройки слайсера для пластика ABS. Опять же, все для пользователя: не каждый осмелится вносить изменения в бесконечное количество параметров слайсера.
В своей работе мы используем слайсер Cura и рекомендуем его для нашего 3D-принтера Indigo 3D Alpha, прописав настройки Cura в руководстве по эксплуатации. На вкус и цвет. Пользователь может использовать любой другой слайсер, не меняя предпочтений.
Основные параметры печати для ABS-пластика в Cura, с которых мы начали:
Высота слоя: 0,2 мм
Ширина линии: 0,4 мм (предустановлено сопло 0,4 мм)
Ширина стенки: 0,8 мм
Плотность заполнения: 80%
Температура сопла: 240 °C
Температура стола: 100 °C
Поток: 100%
Скорость печати: 50 мм/с
Величина отката: 1 мм
Тип прилипания к столу: кайма
Ширина каймы: 5 мм
Запуск на печать. Кайма и первый слой - отлично. Дальше - материал замотало на в ходе в термобарьер.
В Indigo 3D Alpha экструдер с прямой подачей филамента (direct), на вынесенной подаче (bowden) стоило бы вообще браться за гибкий пластик.
Далее перечень изменений, которые не приводили к нужному результату:
- уменьшили скорость до 40 м/с, поток до 90%.
- увеличили поток до 110%.
- уменьшили скорость до 30 м/с, поток до 90%.
- увеличили поток до 110%.
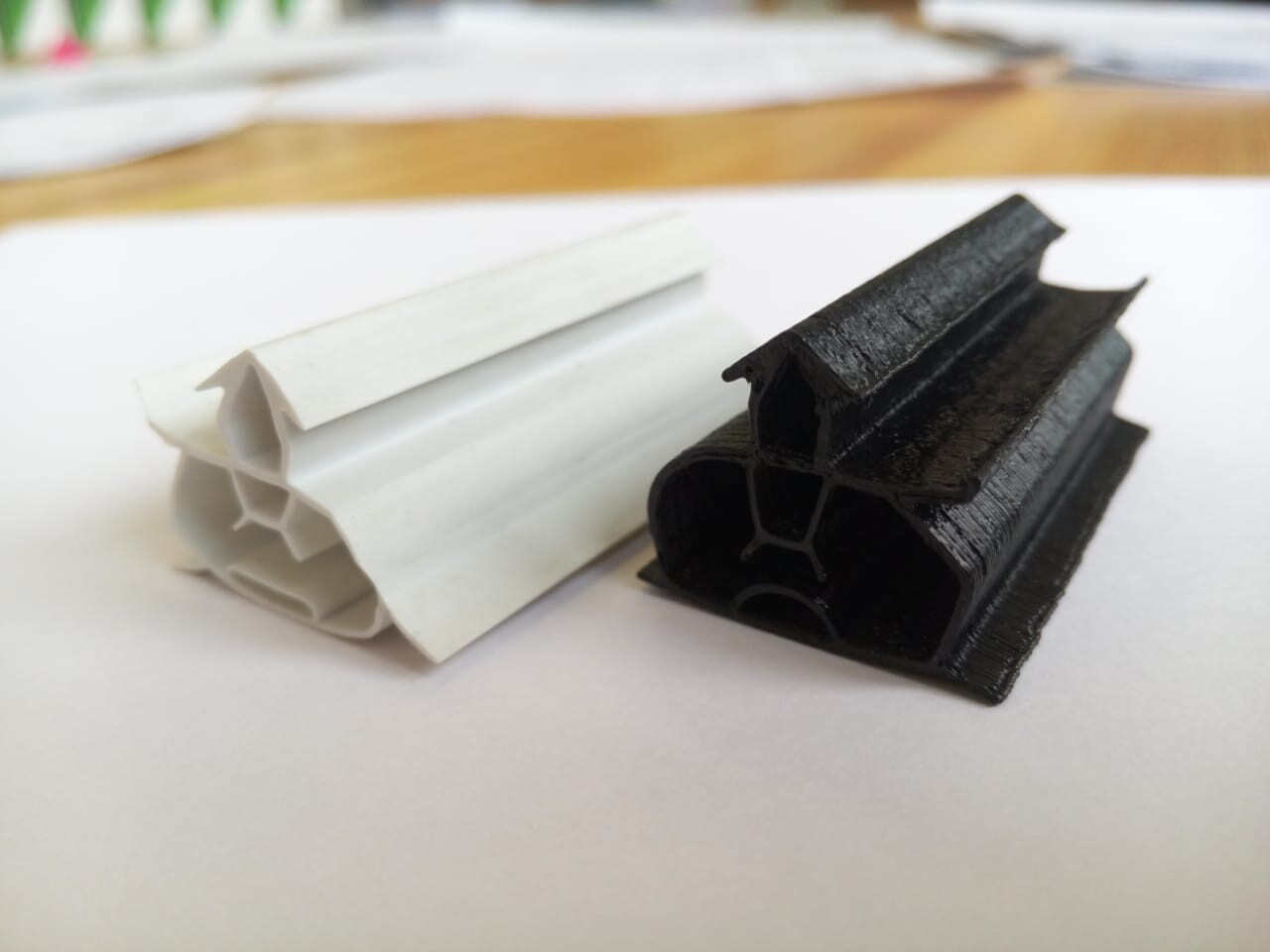
Уменьшили скорость до 5 м/с, поток до 100%, уменьшили температуру сопла до 220 °C и вот она долгожданная печать! В процессе увеличили скорость до 10 мм/с и без ухудшения качества печать продолжилась. На фото: полученная деталь именно с этими параметрами печати. Можно экспериментировать дальше (убрать пробелы в слоях, добиться максимальной скорости)? Можно, но задача на данный момент выполнена. Ответ на заданный вопрос о возможности печати на Indigo 3D Alpha: может. И теперь у инженеров предприятия холодильного оборудования появился собственный Indigo 3D Alpha!





Вывод
1. Нам не удалось ни подтвердить, ни опровергнуть информацию о необходимости сушки этого материала перед печатью. Поделитесь своими результатами, интересно узнать.
2. Гибкий материал для 3D-печати не любит большую скорость и высокую температуру печати.
3. 3D-принтер незаменим на производстве, в котором есть собственные конструкторские разработки. В данном случае инженеры с помощью напечатанной детали проверили собираемость конструкции и на основании этого примут решение о запуске в производство и покупке дорогостоящей фильеры для экструзии уплотнителя.
Материал TPU, как и другие гибкие материалы привносят в индустрию 3D-печати, скажем, дополнительную возможность, дополнительную степень свободы действий (ведь все остальное твердое, с разной жесткостью и характеристиками). В этом с ними можно поставить на одну позицию только светопрозрачные материалы.
Всем 3D-принтеры!
Это наша первая публикация на портале, будем рады замечаниям, чтобы становиться лучше!
Еще больше интересных статей
Первая проба пера
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Совсем недавно я очень увлекся моделизмом. С...
Большое обновление SHINING 3D
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Многоцветная печать ручной сменой пластика, правим G-code вставкой паузы.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Возникла необходимость в смене цвета на нужном слое в процессе печати....









{kind=link}
{kind=link}
Комментарии и вопросы
У меня хуже, надомной довлеет....
Сколько это долго? Принтеру 7....
Или же будут ли они вообще, т....
Нужна помощь. Не получается по...
Может есть у кого модель адапт...
Всем привет, может кто знает п...