

Обзор 3D принтера Creality 3DPrintMill CR-30

 Вас приветствует Цветной мир!
Вас приветствует Цветной мир!
В конце статьи вы можете посмотреть ВИДЕООБЗОР 3D-принтера 3DPrintMill.
Вступление.
Наша компания уже много лет занимается продажей оборудования для 3D печати. За это время к нам в руки успело попасть огромное множество разных 3D принтеров. Но недавно у нас в продаже появился крайне интересный экземпляр.

Это FDM 3D принтер конвейерного типа, Creality CR-30 или, как его еще называют, 3DPrintMill. Главной особенностью данной модели, в отличие от обычных FDM принтеров, у которых построение модели происходит в вертикальной плоскости, то, что CR-30 печатает под наклоном в 45 градусов.

Его стол представляет собой конвейерную ленту. Проще говоря, на таком принтере можно печатать детали любой длины или небольшие модели одну за другой, не боясь, что места на столе не хватит.

Конечно, у данного решения есть много нюансов, но не будем бежать впереди печатаемой детали и рассмотрим все по порядку.
История.
Начнём с предыстории. Идея беспрерывной 3Д печати не нова. Еще в 2010 году компания Makerbot выложила в открытом доступе модели для сборки небольшого конвейерного стола Automated Build Platform, который можно было использовать с их принтерами.

Подразумевалось, что с ним напечатанные модели смогут автоматически убираться с печатной платформы. На какое-то время тема затихла. Производители промышленного оборудования пробовали выпускать 3D принтеры для беспрерывной печати, хотя реализация там была немного другая.


И в 2017 году идея получила новое развитие. Разработчик из компании Polar3D показал модификацию для принтера Makerbot Replicator с наклоненным под 45 градусов конвейерным столом.

И процесс пошел. Был представлен компактный принтер PrintrBot PrintrBelt, который, к сожалению, уже не продаётся. А также, пожалуй, самый известный на данный момент конвейерный 3Д принтер BlackBelt, большой и довольно дорогой.

Еще спустя немного времени Карл Браун из проекта NAK3D Designs представил и выложил в открытый доступ проект огромного конвейерного принтера White Knight.

При желании, его вы можете собрать самостоятельно. Итак мы плавно перемещаемся в 2020 год. Известный блогер Наоми Ву в команде с разрабочиками Creality и при поддержке компании BlackBelt3D представили на краудфандинговой платформе Kikstarter 3D принтер Creality CR-30 или 3DPrintMill.

Потребовалось еще какое-то время на сбор средств и доработки. И в итоге этот принтер, наконец, поступил в свободную продажу.
Комплектация.
Поставляется CR-30 в довольно большой коробке, на которой красуется изображение идейного вдохновителя проекта - Наоми Ву.

Комплектация вполне стандартная. Сверху лежит небольшая бумажная инструкция. В отдельном пакете расположено несколько стяжек, игла для прочистки сопла, бокорезы, калибровочный щуп 0.1мм, шестигранники и гаечные ключи, запасной концевой выключатель, 250-граммовая катушка белого PLA пластика, полноразмерная SD-карта на 8 гигабайт с кардридером, запасные фитинги и пара запасных сопел.
Сборка.
Сам принтер приходит разобранным на несколько частей.

Сборка совсем не сложная. Вся нижняя часть с блоком управления и конвейерным столом уже полностью собрана. С одной стороны к ней нужно прикрутить диагональные распорки.

С другой стороны установить и закрепить несколькими винтами портал, который тоже уже собран.

После этого остается только установить держатель для катушки филамента, прикрутить экран.


Подключить все оставшиеся провода и вставить тефлоновую трубку, идущую от хотенда в подающий механизм.
Конструкция принтера.
Кинематика.
Посмотрим поближе на устройство принтера. Область печати у него 200 мм по ширине, 170 по высоте и бесконечность по длине.

Портал осей X Y наклонен под углом 45 градусов. Да, именно Y, это не ошибка. Ось Z на CR-30 - это конвейерный стол. Если повернуть сам принтер на 45 градусов вперед, станет понятно, что по большому счету он представляет из себя просто принтер с кинематикой CoreXY, со столом, наклоненным вниз на 45 градусов.

Для перемещения осей XY используется система OpenBuilds. На всех каретках с одной стороны есть эксцентрики, вращая которые можно регулировать прижим роликов к профилям.

Ремни тут использованы 10-ти миллиметровые. Это хорошо, ведь экструдер с профилем оси X необходимо не просто двигать в горизонтальной плоскости, но и поднимать вверх.

Экструдер.
Сам экструдер тут боуден, причем с довольно длинной тефлоновой трубкой.

Хотенд использован стандартный почти для всех принтеров Creality, его называют CR-10.

Максимальная температура нагрева ограничена 240 градусами.

Производитель намекает на то, что высокотемпературными пластиками типа ABS на этом принтере печатать не стоит. Радиатор охлаждается осевым вентилятором 3010.

Для охлаждения модели используются два турбинных вентилятора 4010 с неплохими воздуховодами из литого пластика.

Подающий механизм интересный. Это что-то вроде гибрида MK8 и BMG.

Редуктора тут нет, но есть две подающие шестерни. Расстояние до выходного отверстия довольно маленькое.

Есть вероятность, что можно будет нормально печатать флекс-пластиками. Хотя с такой длинной тефлоновой трубкой, это в любом случае будет сложно.
Электроника и электрика.
По электронной части все достаточно стандартно. Блок питания низкопрофильный на 24 вольта 350 ватт, неизвестной нам компании HuntKey.

Все провода обжаты в клеммы, на большинстве даже есть ферритовые кольца для уменьшения помех. Все размещено достаточно аккуратно.

Управляющая плата проприетарная Creality V4.2.10 на 32-х битном микроконтроллере STM32F103 и с распаянными тихими драйверами TMC2208.

Кстати, принтер в целом довольно тихий, включая вентиляторы.
Установлен самый простой экран. Это обычный 12864 с энкодером такой же, как на первом Ender-3 и многих других принтерах Creality.

Конвейерный стол.
Ну и самое интересное, конвейерный стол. Конструкция выглядит очень внушительно.

Пластиковых деталей нет, все сделано из алюминия и стали. Спереди и сзади располагаются приводные валы, по ним проходит кольцевой ремень из термостойкого нейлона, общая длина его окружности 1100мм.

В натянутом состоянии длина получается около полуметра. Спереди с двух сторон есть винты для регулировки его натяжения. В верхней части под ремнем находятся две металлические пластины.

Часть, которая находится со стороны экструдера, нагреваемая. Она должна прогревать ремень при укладке пластика для улучшения адгезии. Максимальная температура 100 градусов. Вторая пластина не греется. По углам располагаются винты регулировки высоты этих пластин.
По два на каждую.

У винтов есть удобные стопорные гайки.

В движение ремень приводится через редуктор мотором, который спрятан снизу.

Калибровка.
Калибровка ручная, при этом тут она заслуживает отдельного внимания. Первое, что нужно сделать, ослабить стопорные гайки регулировочных винтов пластин сверху. И выкрутить винты так, чтобы пластины полностью опустились.

Дальше в нижней части портала есть механические ограничители движения. Это сделано, чтобы ни при каких условиях сопло не смогло повредить ремень стола.
Ограничители можно перемещать по высоте. Правый нужно ослабить.

На левом располагается оптический концевик, который тоже можно двигать по высоте.

Для этого нужно ослабить 4 винта спереди и вращая винт снизу поднимать или опускать его.
По-хорошему, концевик нужно выставить так, чтобы в момент срабатывания, расстояние до механического ограничителя составляло не больше 0.2-0.3мм.

При этом по высоте весь ограничитель нужно прикрутить так, чтобы высота до поверхности стола получалась около миллиметра.

После подбора высоты левого ограничителя с концевиком можно зафиксировать правый на такой же высоте и с таким же отступом.

И после этого уже можно, используя щуп 0.1мм из комплекта, подкручивать высоту сначала нагреваемой пластины так, чтобы по всей ширине между соплом и ремнем стола щуп проходил с небольшим усилием.

Вторую пластину нужно по возможности выставить также как и первую, чтобы длинные модели не отклеивались раньше времени.
Тестовая печать с SD-карты.
Итак, принтер собран и откалиброван. Перейдем к тестам печати, а точнее к нашим долгим и полным сюрпризов приключениям. Заправили серый PLA пластик Tiger3D и сразу запустили на печать случайно выбранную тестовую модель с флешки, которая шла вместе с принтером. Обычно мы так не делаем, но очень уже не терпелось посмотреть, как он работает.
И началась печать какой-то геометрической фигуры.

Вроде бы первые слои легли нормально. И деталь начала строиться под углом в 45 градусов.

Через какое-то время модель напечаталась. И сразу за ней начала печататься еще одна такая же,

а за ней еще.

И все больше

и больше.

Когда место на столе закончилось, детали, уезжая вперед, сами падали вниз.

Получилось целых 10 моделей.

Интересная такая тестовая печать на 15 часов. Во-первых, уже стало понятно, что принтер неторопливый. Также стало очевидно, что он не совсем правильно откалиброван. На большинстве моделей первые слои ложились неровно, хотя потом все приходило в норму.


Так как модели печатались с низким процентом заполнения и всего двумя внешними стенками, местами на поверхности видно проступающее заполнение.

В остальном модели получились хорошо. Слои уложены достаточно равномерно, есть небольшие щели на некоторых моделях сверху.

Они, скорее всего тоже вызваны низким заполнением и нехваткой стенок.
Слайсер CrealityBelt и другие.
Для нарезки следующих моделей установили слайсер. Он называется CrealityBelt.

По сути это модифицированная Cura версии 3.6.0.

Кроме него есть еще слайсер BlackBelt.

Разницы между ними практически нет, так как Creality делали свой слайсер именно на основе BlackBelt. Однако обновляются они теперь независимо друг от друга. Например, BlackBelt в данный момент уже сделан на базе более поздней версии Cura 3.6.2.

С недавних пор нарезать модели под 45 градусов научился слайсер IdeaMaker, однако он еще не имеет некоторых полезных настроек для таких принтеров.

Мы воспользовались слайсером от Creality.
После установки желательно импортировать в CrealityBelt профиль печати, который, как и сам слайсер, находится на флешке. Первое, что бросается в глаза, это стол длиною в бесконечность. Ну, конечно же, его длина ограничена в настройках. Ось Y выставлена 99999 мм, то есть 100 метров.

Кстати, в слайсере стол - это ось Y, а не Z как на принтере. Но нарезается все правильно.
Следующее отличие от обычной Cura, справа сверху можно выбрать, под каким углом нужно производить нарезку.

И есть целый блок дополнительных настроек для конвейерного принтера.

Копии - тут можно выставить, сколько копий нарезанной модели или моделей вам нужно. Если выставить больше чем 1, появится параметр дистанция между копиями. Есть возможность добавить рафт и самое главное, можно выставить настройки для стенки, которая печатается с прилеганием к ремню, ее скорость и поток.

Можно задать отступ от ремня и управление дополнительными вентиляторами охлаждения.
В остальном «кура» примерно такая же, как и обычно. Правда, многих настроек тут просто нет. Например, блок «Тип прилипания к столу» с каймой, юбкой и обычным рафтом, полностью убран. Хотя алгоритмы для улучшения адгезии первых слоев точно не помешали бы. Скорость печати в готовом профиле выставлена очень низкая, но мы попробуем так, раз производитель рекомендует.

Тест - Новогодний бык. PLA
Заправили ESun PLA ярко-красного цвета. И отправили на печать фигурку новогоднего быка.

Не самая актуальная модель, но довольно показательная для печати под 45 градусов. Если поставить быка спиной вперед, казалось бы, минимальный наклон у хвоста уже представляет из себя небольшую сложность.

А довольно сильный наклон на цифрах спереди, для которого на обычном принтере не помешали бы поддержки, CR-30 сможет без проблем напечатать на весу.

Бык напечатался нормально. Хотя несколько недочетов есть. На морде присутствует небольшая недоэкструзия, похожая на верхние части первых моделей.


Кроме этого, на модели остались тоненькие струнки от ретрактов.

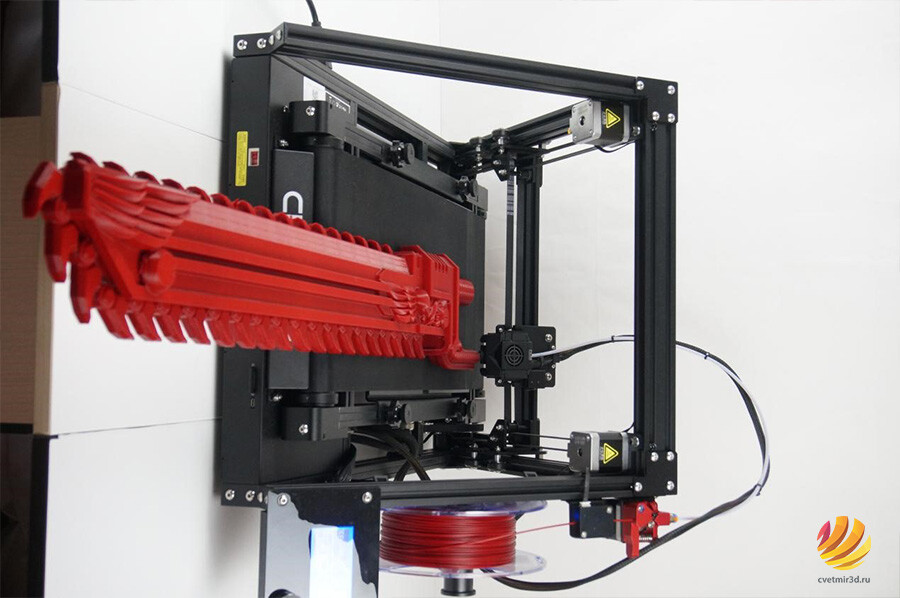
Тест - Первая половина цепного меча. PLA
Решили особо не церемониться и сразу напечатать какую-нибудь большую модель. Одно из очевидных предназначений данного принтера, это печать длинных цельных моделей для косплея, например, меча. Обычный меч - это как-то скучновато. Поэтому мы взяли модель цепного меча из вселенной Warhammer 40000.

Увеличили его до 1200 процентов, так что по длине он получился 955 мм, почти метр.

Печатать его придется во всю длину из двух половинок, чтобы на лицевых сторонах не было следов от поддержек. Для этого просто опустили ровно половину модели под поверхность стола.

И, недолго думая, отправили меч на печать. В процессе стало понятно, что это было немного опрометчиво и некоторые моменты не были продуманы. Но останавливать печать не стали.
Во-первых, сразу появилось несколько мест, где не помешали бы поддержки.

А во-вторых, зубья, которые повернуты вперед, начинают печататься буквально с капли пластика. Из-за этого, самые кончики на половине зубьев получались криво. Но печать продолжалась.

День... Второй... Третий... Время от времени возникали несущественные проблемы, небольшая недоэкструзия, заполнение очевидно проступало на ровных поверхностях.

Местами были небольшие струны. И спустя 3 дня 10 часов и около 600 грамм PLA пластика половина метрового цепного меча была готова.

Идеальной эту печать назвать сложно. Но размеры настолько впечатляют, что на недостатки даже не хочется обращать внимание.


В любом случае, подобные модели обычно подвергаются серьезной постобработке. Единственное, что действительно смутило, это время печати. Очевидно, вторую половину нужно печатать уже после тестов с увеличенной скоростью.
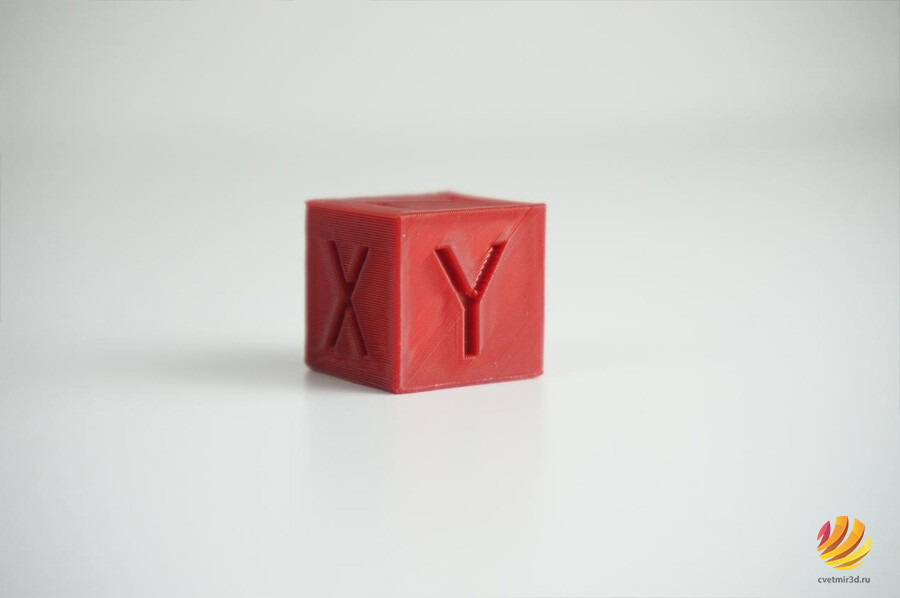
Тест - 3DBenchy и XYZ Cube. PLA
Отправили на печать кубик XYZ и кораблик Benchy. Одним файлом, друг за другом.

При этом кораблик бенчи разместили носом вперед. В этой части у бенчи самый сильный наклон, который для этого принтера является вообще невозможным. Поэтому в передней части добавили блок кастомных поддержек. Они же помогут с адгезией в начале печати носа кораблика.

Скорость увеличили до 80мм/с и 40мм/с для внешних стенок. Стенка, прилегающая к ремню все еще самая медленная, 10мм/с. Что кораблик, что кубик напечатались неплохо.

В передней части кабины сверху наклон оказался великоват, поэтому несколько линий провисли. Также в некоторых местах опять есть небольшая недоэкструзия. В остальном с виду все выглядит достаточно хорошо и аккуратно.


Несмотря на то, что при печати кораблика, сопло, двигаясь по модели, немного раскачивало ее из стороны в сторону.
Размеры кубика, к сожалению, далеки от идеала. Примерно 19.77 по высоте, 20.21 по ширине и 19.97 по длине.




Конечно, можно программно компенсировать подобные проблемы, но в стоке точность принтера оставляет желать лучшего. Технические модели печатать можно, но только если нет необходимости в точных размерах.
Скорость печати хоть стала немного больше, но существенно не изменилась. Так как ускорения в прошивке выставлены очень низкими, 300мм/с2, при этом увеличить их через меню принтера нельзя, 300 - максимум.
Тест - Вторая половина цепного меча. Результат. PLA
Нарезали вторую половину меча. На этот раз у каждого зуба, повернутого вперед, добавили небольшой блок поддержек, как делали это с «бенчи». Кроме этого, добавили поддержки еще в некоторых местах, которые в прошлый раз провисли.

Количество стенок увеличили до 3-х. Скорость печати 80мм/с и 40мм/с для внешних стенок. Все еще не быстро, да и ускорения остались прежними, но на таких расстояниях максимальная скорость будет успевать набираться. Отправили на печать. В этот раз время печати, конечно, уменьшилось, но не значительно. Всего на 10 часов.

Поддержки в паре мест почему-то не удержались и несколько зубьев получились искаженными. А на рукоятке поддержек просто не хватило, и там некоторые места провисли.

Кстати, обе половинки получились немного согнутыми по дуге, так как допечатывались, свисая с принтера.

Существует специальный блок с роликами, для этого принтера, позволяющий лучше печатать длинные модели.

Подобную конструкцию можно и напечатать самостоятельно, модели есть на thingiverse.

Чтобы нормально склеить две половины меча нужно несколько струбцин и хороший клей, или растворитель, дихлорметан, например. Струбцин под рукой не оказалось, поэтому временно просто стянули половинки стяжками в некоторых местах. Это дало понять, как меч будет в итоге выглядеть.




Недочеты есть, в основном это поврежденные зубья. Остальное можно вполне считать несущественным. Ведь, как мы уже сказали, подобные модели подразумевают постобработку. Если меч хорошо склеить, обработать, загрунтовать и покрасить, выглядеть это будет очень эпично.



Тест - LowPoly Fox. PETG
Далее увеличили ускорения до 600мм/с2 gcode-командой, подключив принтер к компьютеру. Заправили PETG от Bestfilament и попробовали напечатать популярный тест, низкополигональную лису.

Как оказалось, это тоже достаточно показательная модель, демонстрирующая преимущества и недостатки конвейерного принтера. Снова незначительный наклон у хвоста оказался достаточно сложным. А вот морда, которая обычно является самым сложным участком, совершенно не проблема для принтера.

Кроме того, уши печатаются не одновременно, а одно за другим, следовательно струн между ними быть просто не может.
В целом лиса получилась очень хорошо. Слои уложены равномерно, никакой недоэкструзии нет, мы немного увеличили поток в настройках печати. Углы не выступают, эха нет.



Тест. 3D Geometric Wall Art. PETG
И на радостях с этими же настройками отправили на печать не очень сложную, но интересную модель. Это что-то вроде настенного украшения. Таких моделей существует довольно много, животные, цветы и тому подобное.

Мы выбрали нечто более абстрактное. Это прямоугольная рамка с различными узорами, в центре которой находится глаз.

Модель увеличили в размерах примерно до 187мм по ширине. И еще немного вытянули по длине до 450 мм.

В паре мест, где начинают печататься окружности, добавили небольшие пластины толщиной в слой для улучшения адгезии.

Все настройки оставили, как в прошлом тесте и отправили модель на печать. Довольно быстро стало заметно, что при длинных переносах ретракты немного не справляются и на поверхностях остаются маленькие капельки, но в остальном качество печати очень достойное. Спустя примерно сутки модель сняли с принтера. Немного очистили от натеков после ретрактов. И получилась такая отличная картина. Придраться тут почти не к чему, выглядит очень красиво.


Тест. Уплотнительная лента. TPU
Ну и напоследок попробовали, может ли CR-30 печатать флекс-пластиками. Взяли ESun eTPU 95A. Он средней жесткости и не очень сложный в печати. На скорую руку сделали простую модель из призмы и цилиндра.

Допустим это какая-нибудь уплотнительная лента. В слайсере увеличили ее до одного метра в длину.

Скорость поставили, как в оригинальном профиле, ускорения оставили 600мм/с2. И лента без проблем напечаталась до самого конца. В паре мест есть черные точки, видимо иногда пластик прилипал к соплу, перегорал и попадал в саму модель. Но в остальном все хорошо. В подающем механизме ничего не замялось. Для боуден экструдера с такой длинной тефлоновой трубкой результат отличный.



Кстати, на thingiverse уже есть модели для переделки этого принтера на директ-экструдер.
Выводы.
Будем подводить итоги. Очевидно, Creality CR-30 3DPrintmill - принтер не для новичков. Более того, даже для опытного пользователя тут есть множество подводных камней, с которыми придется столкнуться.

Конструкция принтера достаточно хорошо продумана. Конвейерный стол выглядит очень внушительно и сделан надежно. Адгезия к ремню приличная, если учесть что пластик укладывается под углом. Для улучшения адгезии в сложных местах нужно использовать дополнительные вспомогательные модели или кастомные поддержки. Повредить ремень можно, но если изначально правильно откалибровать принтер, вероятность этого снижается почти до нуля. На ремне остаются следы от напечатанных моделей, но проблем они не доставляют.

Кинематика coreXY в данном случае очень удачная. Балка оси X с экструдером максимально облегчены.
И, как выяснилось, принтер может вполне нормально печатать на приличных скоростях и ускорениях. Разве что стенки, прилегающие к ремню должны всегда печататься медленно, 10-20мм/с.

Слайсер работает, но хотелось бы его обновлений или полноценное добавление подобных принтеров в Cura. Существует плагин, но у нас он так и не заработал.
Есть определенная специфика при печати. Многие модели, обычно не требующие поддержек, оказываются крайне сложными для печати на CR-30. И наоборот, казалось бы, сильный наклон, повернутый к порталу, становится вполне простым для печати.
Кому же может быть полезен 3DPrintMill. Первое что приходит в голову, это конечно косплей.

Возможность печатать длинные художественные модели или множество моделей одна за другой, может очень сэкономить время на постобработку и смену моделей.
Кроме этого подобный принтер может быть удобен для печати каких-нибудь предметов интерьера или дизайнерской мебели.
Для точных технических моделей принтер в стоковом состоянии не очень подходит, но если погрешность +- 0.2 - 0.3 мм не очень принципиальна, принтер вполне может пригодиться.
Итог.
В общем, принтер нам понравился, как минимум своей оригинальностью. Универсальным он точно не является, но в некоторых ситуациях может быть очень полезным.
Видео-обзор Creality 3DPrintMill CR-30:Подписывайтесь на наши соцсети: Вконтакте, Facebook, Instagram, а также Youtube-канал, чтобы не пропускать новые обзоры. Кстати, недавно мы создали второй Youtube-канал, на котором публикуем разные лайфхаки и другую полезную информацию связанную с 3д-печатью.
До скорого!
Еще больше интересных статей
Обзор Anycubic Photon P1
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Топ домашних 3D принтеров 2026 года по версии LIDER-3D
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Как тестировщик принтер покупал
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









{kind=link}
{kind=link}
{kind=link}
Комментарии и вопросы
👍
Фото - ерунда. Пулемет надо в....
Да и ИИ причем к "совку" и "ка...
Есть у кого нибудь распиновка...
Доброго времени суток. У меня...
Короче я гений, подключил нову...
подскажите распиновку этого ко...