

TEVO Flash
Описание 3D-принтера «TEVO Flash»
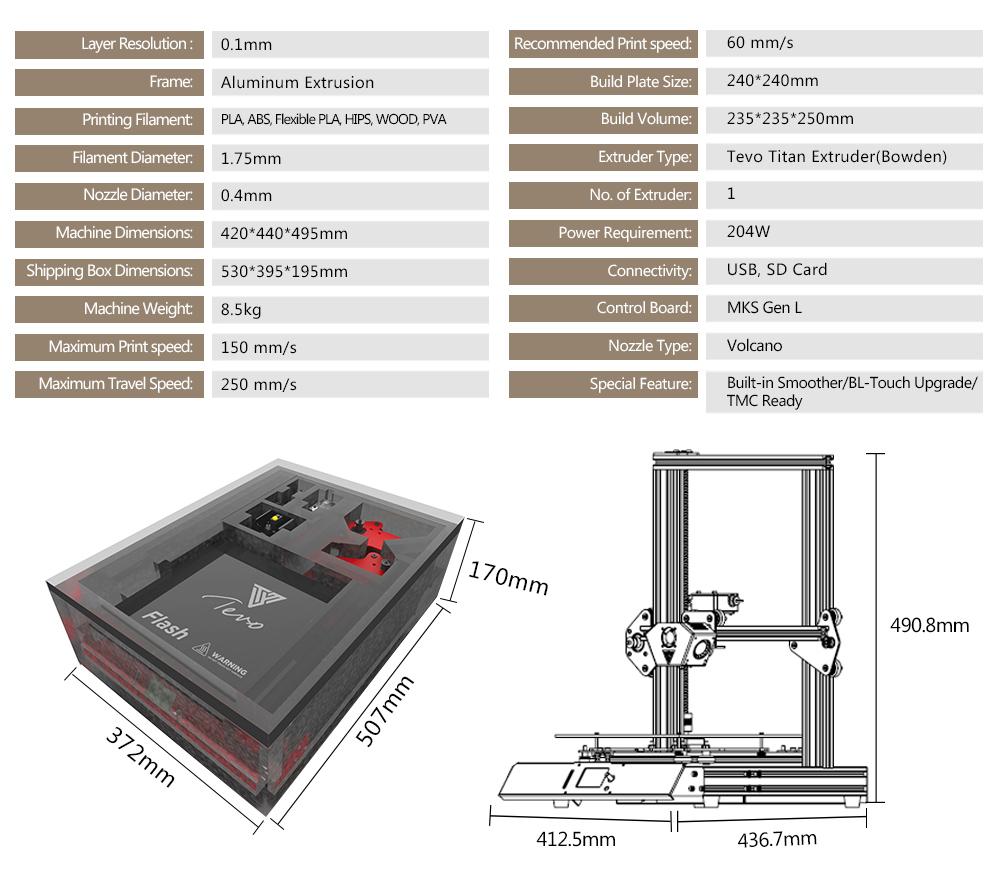
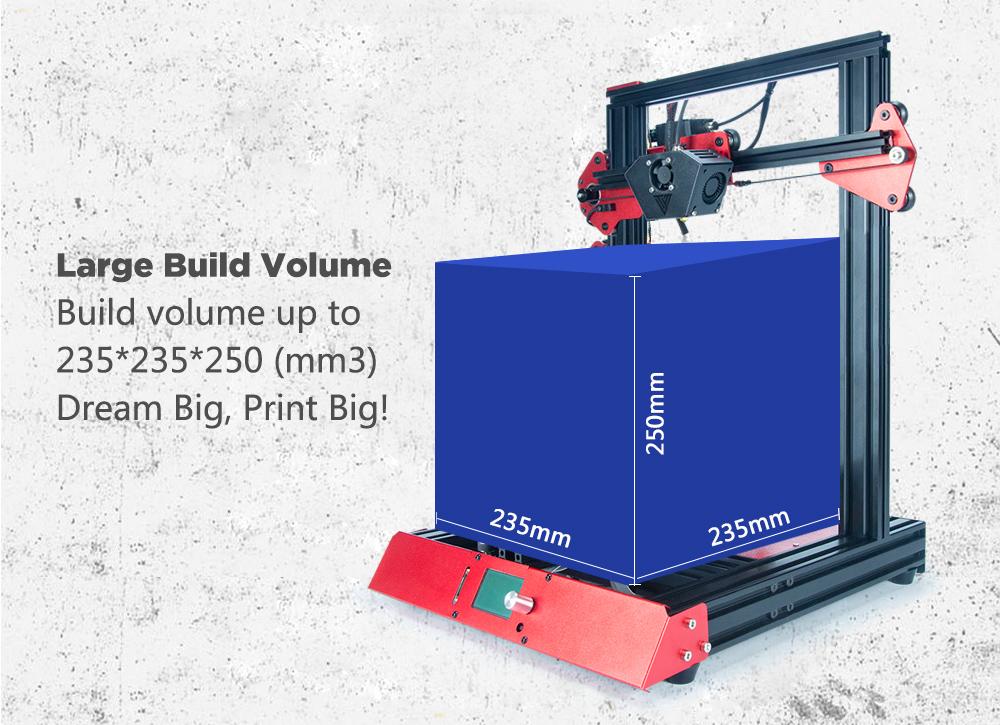
TEVO Flash - бюджетный настольный 3D-принтер. Устройство оснащено одним экструдером Volcano с соплом 0,4 мм, дисплеем и подогреваемой платформой. Область построения составляет 235x235x250 мм. Материалы для печати: ABS, PLA, PVA, TPU и другие пластики

Распечатанные модели
VladAlex распечатал на
TEVO Flash
ALEXEY18 распечатал на
TEVO Flash
vitnibel распечатал на
TEVO Flash
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.