

FLSUN 3D Metal Frame Large Print Area 3D Printer
Описание 3D-принтера «FLSUN 3D Metal Frame Large Print Area 3D Printer»
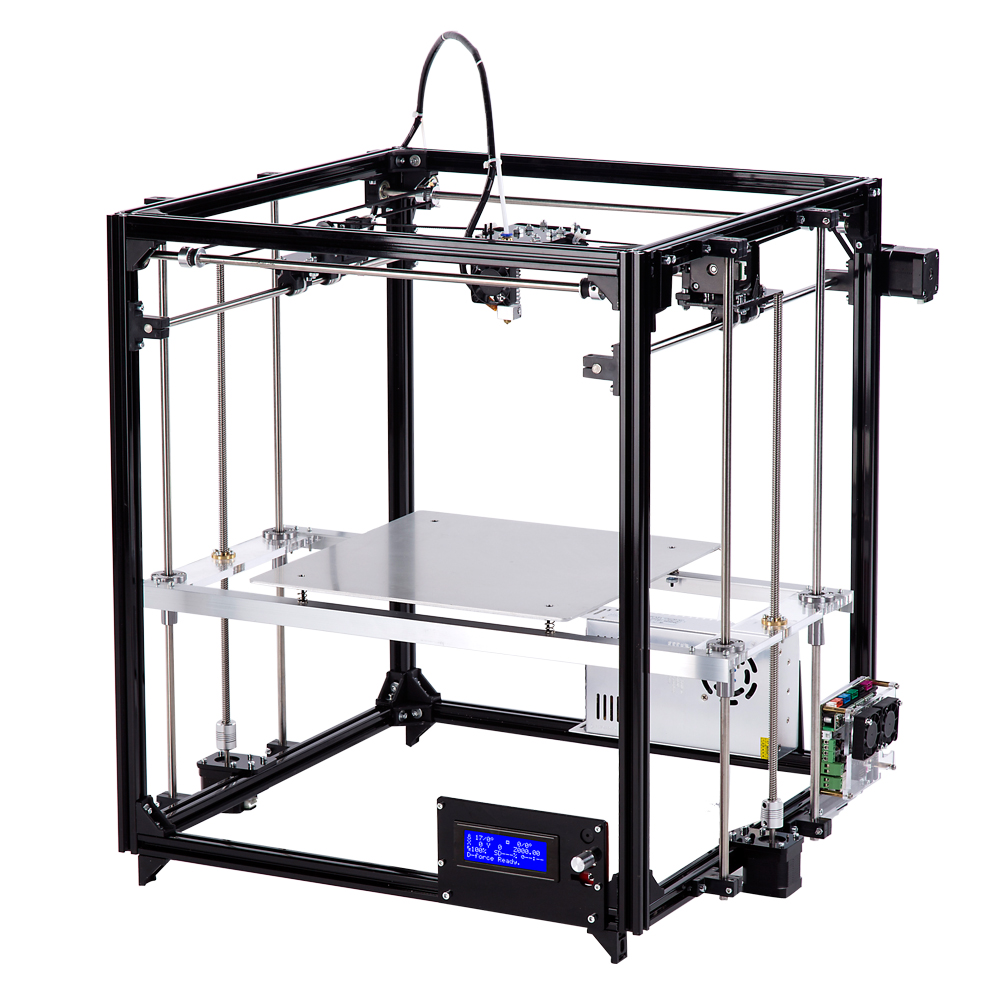
FLSUN 3D Metal Frame Large Print Area 3D Printer - крупноформатный 3D-принтер. Область построения составляет 260x260x350 мм. Принтер оснащен дисплеем. Платформа без подогрева.
Распечатанные модели
dimm5 распечатал на
FLSUN 3D Metal Frame Large Print Area 3D Printer
dimm5 распечатал на
FLSUN 3D Metal Frame Large Print Area 3D Printer
Grin37 распечатал на
FLSUN 3D Metal Frame Large Print Area 3D Printer
pLK распечатал на
FLSUN 3D Metal Frame Large Print Area 3D Printer
Популярные 3D-принтеры
1555 статей
1291 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1540 статей
1722 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1272 статей
1025 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
Предложений по продаже от компаний нет.