

FLASHFORGE Dreamer
Описание 3D-принтера «FLASHFORGE Dreamer»
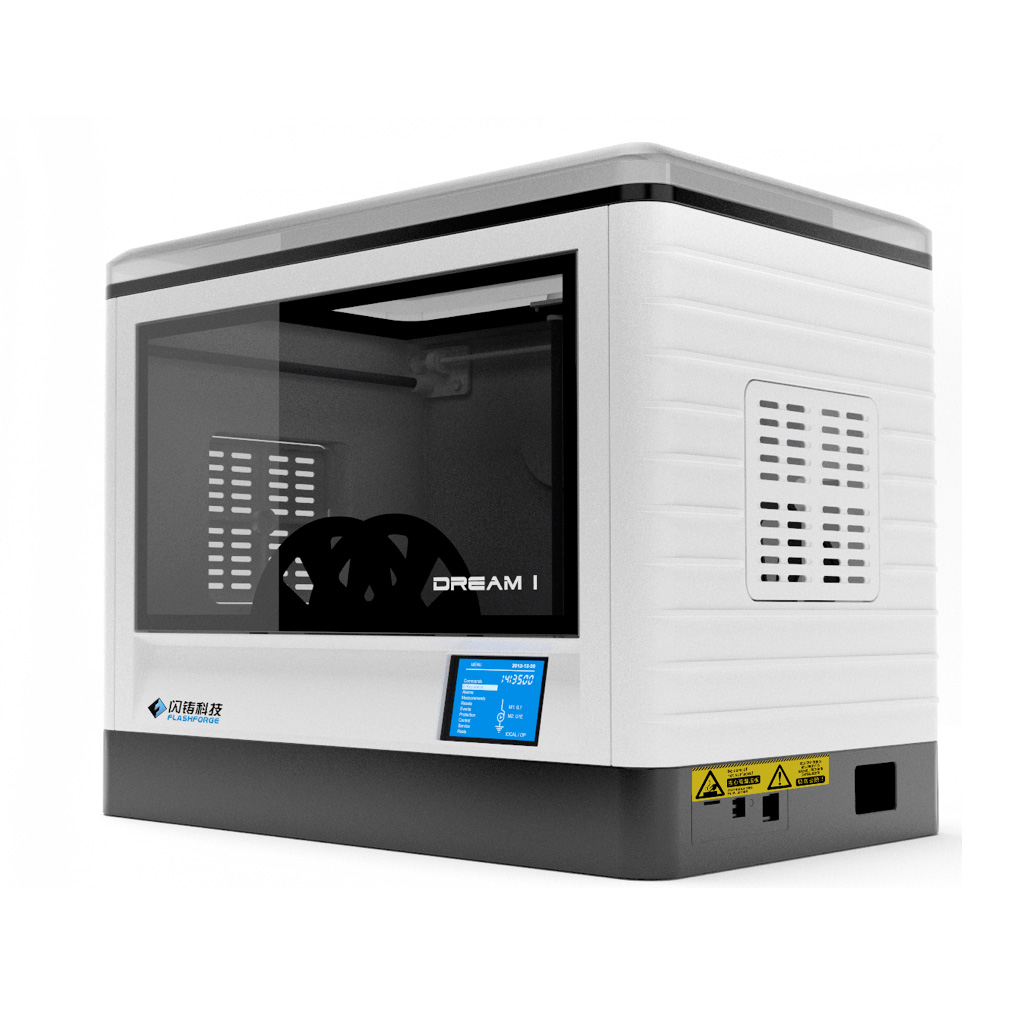
FlashForge Dreamer – новый 3D-принтер от компании FlashForge с высоким качеством печати. Принтер оснащён двойным экструдером, что позволяет распечатывать многоцветные модели, ЖК-дисплеем и закрытой камерой. FlashForge Dreamer поддерживает интерфейс USB 2.0, WiFI, а так же позволяет печатать с SD-карт. Платформа принтера не нуждается в калибровке.


Распечатанные модели
bezyaev83 распечатал на
FLASHFORGE Dreamer
aaaa_0696 распечатал на
FLASHFORGE Dreamer
aaaa_0696 распечатал на
FLASHFORGE Dreamer
Ikbarinov распечатал на
FLASHFORGE Dreamer
MADGODZILLA распечатал на
FLASHFORGE Dreamer
aaaa_0696 распечатал на
FLASHFORGE Dreamer
Популярные 3D-принтеры
1815 статей
1506 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1569 статей
1716 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1382 статей
1089 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.