

SolidFilament или как я попал под раздачу.


Во первых строках своего письма, спешу сообщить, что жив, здоров и всё у меня хорошо. Весьма пред вами виноват, что не писал так долго. Так, стоп, Сухов, отставить! Мы тут пластик тестируем, а не жён из гарема, так что начну просто со слов благодарности компании top3dshop за предоставленную возможность протестировать их продукцию. А теперь, поехали.
Сегодня наш подопытный, это ABS пластик 1,75 SolidFilament черный 1 кг , почему он? Я решил идти от простого к сложному, раз есть возможность протестировать пластик, почему бы не рассмотреть сценарий применение данного материала пользователем, который мало что ещё понимает и чешет репу, а что же выбрать, какой пластик? ABS на мой взгляд является самым ходовым и, что не мало важно, недорогим материалом, с которого и начнёт своё знакомство с ужасом, простите, с миром 3Д-печати, среднестатистический новичок. Итак, сегодня я нуб, с вашего позволения, только вчера купил, собрал и настроил принтер (кстати, огромное спасибо комраду Grivus за ценные советы по настройки принтера) и теперь встал вопрос, а какой пластик выбрать? Хм, ABS пластик 1,75 SolidFilament черный 1 кг, почему бы и нет? Производитель очень красочно и "вкусно" (терпеть не могу это слово, когда его применяют не для описания еды) описал свойства пластика, проверим? Окэ'Й.
Итак, коробочка. Коробочка как коробочка, компактная, скромная, логотип, стикер и всё. А что ещё нужно? Да ничего, на мой взгляд, чем проще, тем лучше. Можно конечно было запилить красочный рисунок о том, как этот пластик бороздит просторы Большого театра, но кто за это будет платить? Экономия должна быть экономной!

Внутри коробки находится фирменная катушка, вот тут не сэкономили, молодцы, мелочь, а приятно.

Катушка находится в вакуумной упаковке с пакетиком силикагеля внутри, всё как в лучших домах Европы.

Открываем всё это безобразие, а вот тут немного накосячили- намотка неравномерная. Как говорится, "на скорость не влияет", но в глаза сей факт бросается, такса тоже недоумевает- как так? Намотчика лишить премии с занесением выговора в грудную клетку!

На самом деле этот так, придирки, в конце концов надо же и поругать немного )
Да, сразу проверил на ломкость после одного изгиба.
 С ознакомительной визуальной часть можно закончить и перейти к самому интересному, как же он будет печатать?
С ознакомительной визуальной часть можно закончить и перейти к самому интересному, как же он будет печатать?
Я решил идти сразу в бой, без всяких там тестовых температурных башен и прочего, а напечатать сходу готовое изделие. Благо как раз недавно печатал человеку элемент сломанного крепления для лыжных ботинок, как раз печатал ABS-ом, вот и запустим в лоб тоже задание на печать и проверим, как с ним справится пластик.
Заправляем в принтер, мажем специально обученное зеркало уникальным средством под названием Каляка-маляка (обязательно пальцем) и ждём прогрева.
Параметры печати: сопло 240 попугаев, стол 60 попугаев, скорость низкая (порядка 30), обдув модели выключен, принтер Ender-3.

Сопло прогрето, первый пошел!
Критерий оценки номер один- запах. Вот тут, ребята, это просто..... / ага, что, дыхание перехватило, да? вот прям вижу, как Максим глотает валидол и проклинает день, когда согласился дать пластик на обзор/ А вот и зря )))) Я хотел написать- это просто праздник какой-то! Блин, запаха нет от слова совсем и это учитывая, что сейчас зима, окна особо не по открываешь для проветривания, принтер стоит в жилой комнате, но пластик не воняет и это, должен сказать большой, жирный, прям, жирнющий ПЛЮС! Это радует. Хотя, вы сейчас скажите, да подумаешь, сейчас сложно встретить пластик который воняет и вообще, то что не воняет не означает, что не выделяет вредных веществ, и будете правы. Но, факт остаётся фактом- этот не воняет, это раз. Второе, вредное влияние на организм испарений от пластика при печати ничем не доказано, могу дать свою третью руку на отсечение. Отвлеклись, а принтер уже укладывает первые нити, а такса жрёт картонную коробку, не уследил!
 Пластик ложится ровными, аккуратными линиями, без каких либо проблем.
Пластик ложится ровными, аккуратными линиями, без каких либо проблем.
 Далее будет несколько фотографий по ходу процесса печати.
Далее будет несколько фотографий по ходу процесса печати.



 Ну что же, первый блин не комом и это радует. Даём остыть, отковыриваем шпателем модель, всё получилось.
Ну что же, первый блин не комом и это радует. Даём остыть, отковыриваем шпателем модель, всё получилось.
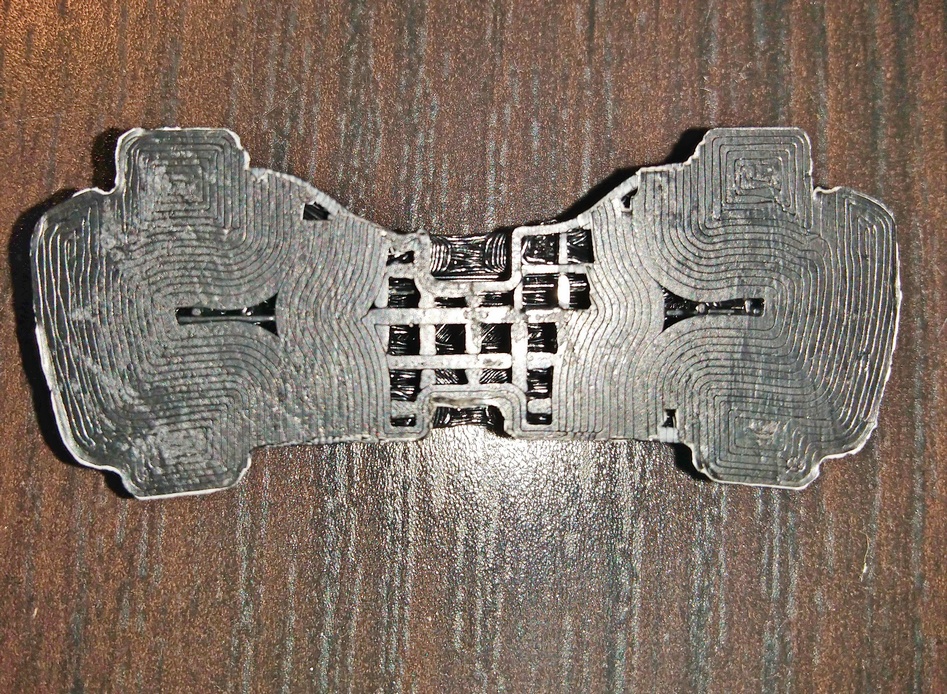
Надо сказать деталь капризная, со сложной внутренней геометрией, которую необходимо было печатать на поддержках. Принтер и пластик справились.
 Если кому интересно, что это за хитрая деталь- это педаль демпфера переднего замка для горнолыжного ботинка.
Если кому интересно, что это за хитрая деталь- это педаль демпфера переднего замка для горнолыжного ботинка.


Ну что же, первый тест пройден на отлично и второй критерий оценки- геометрия готовой детали выше всяческих похвал, никакой усадки, ни каких пропусков. Отлично.
Теперь можно расслабится и напечатать что-то менее сложное, но с другими условиями печати, например, кубик. Зарядим ему 110 скорость и джерки 3000, посмотрим, как теперь он мелочь будет печатать.
Что в итоге, а вот что:

В целом неплохо, но видно как поплыли буквы. Ладно, слишком много хочу от своего принтера.



Кто следующий? Мои любимые рыбки, погнали.
 Нуууу, думал будет хуже, однако рыбка напечаталась и даже работает механика.
Нуууу, думал будет хуже, однако рыбка напечаталась и даже работает механика.

Но это слишком просто, как насчёт?
 Ну что, же, попробуем. Эээээ, почти 10 часов.... ладно, просплю на работу, не впервой. Скорость 55. слой 0,2, сопло 240, стол 60.
Ну что, же, попробуем. Эээээ, почти 10 часов.... ладно, просплю на работу, не впервой. Скорость 55. слой 0,2, сопло 240, стол 60.

И тут у меня случилось фиаско- уже ночью заметил, что принтер печатает воздухом, расстроился, выключил, завтра разберусь. Расследование показало, что на сложном участке принтер перегрыз пруток.

Мозговой штурм дал понять следующее- я лажанулся и отключил Комбинг, в результате безумное количество ретраков вкупе с очень сильным прижимом прутка, сделали своё гнусное дело. Я конечно был очень расстроен, не потому что не получилось, нет, получится обязательно, а потому что катастрофически не хватает времени, потеря времени и опечалила. Ладно. Вернёмся к нашим баранам.
 Белка....Откуда тут белка....Хммм,...
Белка....Откуда тут белка....Хммм,...
Итак, крайний тест на сегодня (прям как лётчик говорю), это ваза в форме черепа, почему бы и нет.
 Милашка какая.
Милашка какая.

Вполне себе черепушка.

Пустая, как у некоторых )
Здесь всё просто, легко и быстро, собственно, вазу и дурак напечатает.
Что же в сухом остатке?
Не буду светить нимбом, который цепляется за корону и бить себя пяткой в грудь со словами- хэштэг надабрать. Нет, скажу иначе. Я вообще не склонен рассматривать себя в качестве судьи и навязывать свою точку зрения. Скажу просто, как человек, которому дали катушку и сказали- по печатай и выскажи своё мнение, собственно, так и было- пластик мне понравился. Как с любым другим пластиком, при печати той или иной детали, требуется свой подход в настройках, это очевидно и я даже спорить здесь не буду, однако даже при печати задачи "в лоб", с чего я собственно и начал, пластик справился, не простил лишь мою ошибку в настройках при печати машинки, но я обязательно её добью, как смогу выкрасть достаточно свободного времени.
...За сим прощаюсь с Вами, любезные форумчане. Обстоятельства не позволяют писать более, обещаю возобновить.....
ЗЫ: спасибо, что потратили своё драгоценное время на прочтение, надеюсь был полезен, ещё раз поблагодарю компанию top3dshop за предоставленную возможность протестировать ABS пластик.
Еще больше интересных статей
Фотополимерный ювелирный WAX на практике
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Чем и что печатать. Небольшой обзор для новичков, без воды и сказок. Часть 1-я.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В поисках нейлона
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Учитывая...









{kind=link}
Комментарии и вопросы
Просто у тебя частный случай т...
Интересно бы увидеть распечатк...
В лампочках диоды многокристал...
Здравствуйте господа, у меня т...
Есть ли способ покупать пласти...
Всем доброго времени суток! 4...
Всем здравствуйте! Я печатал 2...