

Обзор 3D принтера Creality Ender-5 Pro


Добро пожаловать в Цветной мир.
В конце статьи вы можете посмотреть видео-версию данного обзора
Последние несколько лет лидером в производстве домашних бюджетных FDM 3Д принтеров является компания Creality. В частности, их самый популярный принтер Creality Ender-3.

На данный момент есть уже несколько его модификаций. Но параллельно с ними существует другая линейка принтеров - Ender-5. И сегодня мы хотим рассказать Вам про одну из его версий. Creality Ender-5 Pro.

Распаковка
Не будем затягивать вступление и перейдем к распаковке и сборке. Поставляется принтер в довольно большой коробке в полуразобранном состоянии. Сверху лежит бумажная подробная инструкция по сборке и еще немного макулатуры.

Экран с креплением.

Мотор экструдера с подающим механизмом

Механизм оси Z в сборе.

Портал с осями X и Y, тоже полностью готовый, с хотендом и всеми ремнями.

Стол с уже наклеенной эластичной магнитной подложкой и проводом, на конце которого установлен коннектор XT60.

И в самом низу коробки расположились 4 вертикальных профиля 20х40 см.

Нижняя часть корпуса с блоком управления и всеми проводами.

Также в комплекте идет 250-граммовая катушка белого PLA-пластика.

И коробочка с инструментами и крепежом.

Кроме винтов для сборки, держателя для катушки филамента и провода питания, в коробке лежат: пучок стяжек, игла для прочистки сопла, набор шестигранников, гаечный ключ, маленькая отвертка, самые распространенные бокорезы с мягкими голубыми ручками, запасное сопло, фитинг для тефлоновой трубки и несколько фиксаторов для фитингов. MicroSD карта на 8Гб с кардридером. И простенький металлический шпатель. Набор вполне стандартный, не хватает разве что пинцета.
Блок управления
Пока принтер не собран, заглянем в блок управления. Открывается он снизу, крышка держится на 4-х винтах. Тут находится и блок питания, и плата управления.

Блок питания вполне стандартный для принтеров с такой областью печати, 24 вольта 350 ватт в низкопрофильном корпусе. Однако, в отличие от принтеров Ender-3 Pro, он тут фирменный, но не MeanWell. На логотипе написано Lian Lida, что это за компания, мы, к сожалению, не знаем.

А вот управляющая плата нас немного расстроила. Несмотря на то, что у Creality уже есть 32-х битные платы на микроконтроллерах STM32 и их они ставят на Ender-3. Тут стоит, можно сказать, уже устаревшая 8-ми битная плата, еще и на далеко не самом продвинутом микроконтроллере Atmega1284.


Радует, что распаянные на плате драйверы не шумные A4988, а уже тихие TMC2208, хотя тоже не самые современные, и к тому же подключенные в, так называемом, Standalone режиме. Это значит, что нет возможности полностью использовать их функционал. Ну да ладно, хоть что-то.
Сборка
Перейдем к сборке. Она тут не сложная, особенно, если следовать пошаговой инструкции. Прикручиваем 4 вертикальные стойки к нижней части.

Сверху устанавливаем портал и также фиксируем его винтами.

К задней стенке принтера 4-мя винтами прикручиваем механизм оси Z.

И уже к этому механизму крепим сам стол с рамой.

На один из вертикальных профилей закрепляем мотор экструдера с подающим механизмом на винты с Т-образными гайками.

Вставляем в него тефлоновую трубку и фиксируем фитинг пластиковой скобкой из комплекта.

Устанавливаем держатель для катушки филамента под подающим механизмом

И экран с лицевой стороны принтера.

После этого остается только подключить и провести все провода, чтобы они не мешали движению узлов принтера. Все провода промаркированы и сложностей с этим возникнуть не должно.


Механика
Итак, принтер собран. Давайте рассмотрим его по-подробнее. Электронику и электрику мы уже видели, поэтому перейдем к механике. Заявленная область печати составляет 220 х 220 х 300 мм.

В принтере используется картезианская кинематика, которую обычно называют MakerBot в честь компании, которая первой начала ее использовать.

Кинематика простая, достаточно надежная, но далеко не самая быстрая, так как при перемещении оси Y вместе с экструдером и балкой двигается мотор оси X.

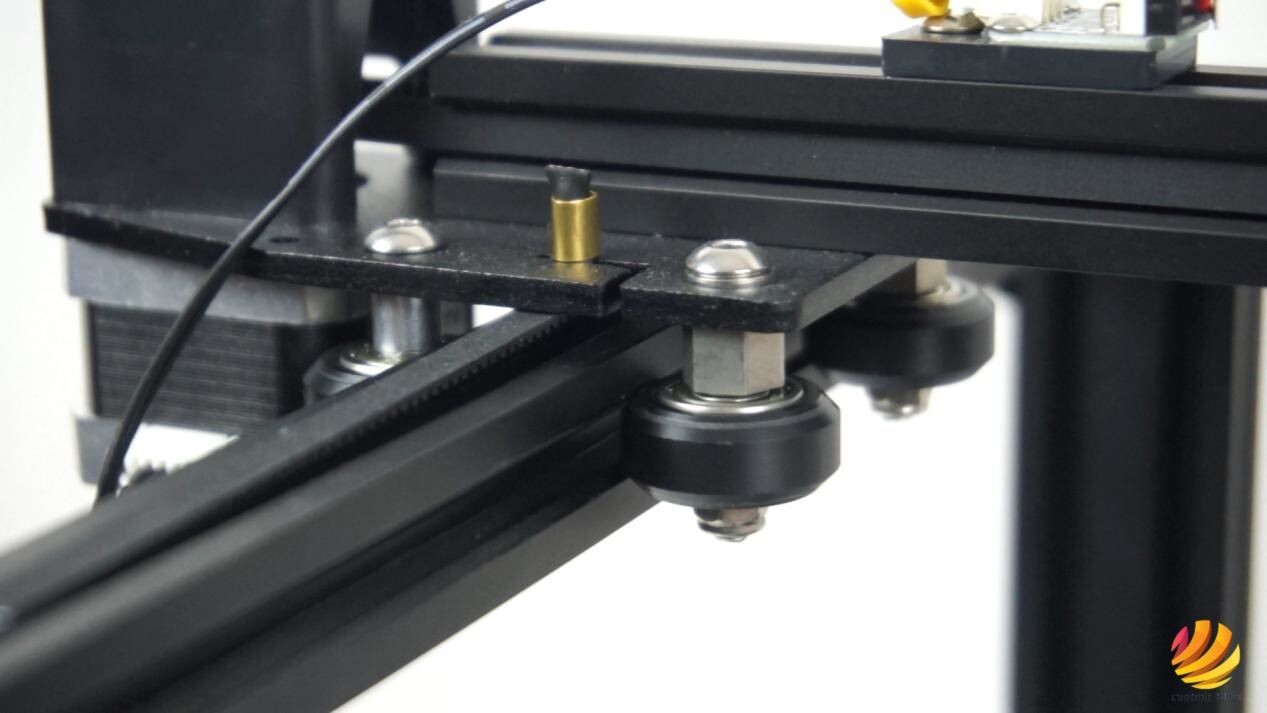
Для перемещения осей X и Y используется система OpenBuilds, то есть ролики, которые катаются по алюминиевым V-образным профилям. По 4 ролика на двух каретках оси Y и 3 ролика на каретке оси X.

На всех каретках с одной из сторон предусмотрены эксцентрики, позволяющие отрегулировать прижим роликов.

На любых принтерах с такой системой перемещения перед первым запуском нужно проверить, нормально ли выставлены ролики, и при необходимости их отрегулировать.
Ролики должны быть прижаты так, чтобы ничего не болталось, но при этом и не пережималось. Ведь это будет напрямую влиять на качество печати и долговечность роликов.

В нашем случае пришлось только немного ослабить ролики каретки оси X.
Также имеет смысл проверить натяжение ремней. У оси X он один, его натяжение осуществляется смещением ответного ролика на небольшой площадке.

У оси Y два ремня, натягиваются они также, но нужно учитывать, что их натяжение должно быть максимально одинаковым.


Обе оси приводятся в движение моторами NEMA17. У оси X он обычный, а на Y со сквозным валом, сам мотор закреплен в центре.


Решение вполне логичное.
Ось Z реализована иначе. Она перемещается по двум 10-ти миллиметровым валам с линейными подшипниками и приводится в движение мотором NEMA17 через 8-ми миллиметровый 2-х заходный винт.


Муфта, соединяющая мотор с винтом жесткая разрезная.

Латунная гайка обычная, закрепленная на платформе стола.

Сама платформа выполнена из 4-х миллиметрового алюминиевого листа.

Никаких ребер жесткости нет, платформа абсолютно плоская. На первый взгляд выглядит не очень надежно.

Но, забегая вперед, можно сказать, что на качестве печати и укладке слоев это не отражается. Однако, укрепить ее лишним не будет.
Нагреваемый стол сделан точно так же, как и у Ender-3 Pro, 3-х миллиметровый алюминиевый лист с наклеенной магнитной поверхностью. Сверху к нему «примагничивается» гибкая подложка с адгезивным покрытием.

Провода, идущие от стола, никак не закреплены.

Конечно, с такой кинематикой стол не совершает постоянных быстрых движений, но это все равно не безопасно.
Калибровка принтера
Автокалибровки стола нет. Вручную перемещаем каретку по углам и центру стола, подкладывая под сопло листок бумаги и подкручивая большие удобные регулировочные ручки, пока не добьемся одинакового прижима по всей поверхности. Листок должен двигаться с небольшим сопротивлением.

В общем, стандартная процедура.
Конструкция
Здесь установлен боуден экструдер, подающий механизм вынесен на корпус принтера, а филамент подается к хотенду по довольно длинной тефлоновой трубке.
Подающий механизм можно назвать уже устаревшим - алюминиевый MK8, большинство производителей стараются их не использовать и давно перешли на редукторные фидеры типа Titan или BMG, не говоря уже о более современных решениях.

MK8, конечно, тоже работает и выполняет свои задачи, но имеет проблемы, например, при печати мягкими флекс-пластиками. Предусмотрена регулировка прижима подающей шестерни к ответному ролику.
Хотенд такой же, как и у Ender-3, его называют CR10.

Тоже не самое современное решение, однако, данный хотенд нормально показывал себя на других моделях и при правильном использовании существенных проблем не вызывает. Термобарьер в хотенде сквозной, тефлоновая трубка проходит прямо до сопла.
Кстати, на таких хотендах перед первой печатью желательно достать тефлоновую трубку и проверить, как она отрезана. Срез должен быть максимально ровным, иначе трубка не сможет плотно прилегать к соплу, и будут возникать пробки.

У нас трубка была довольно ровная, но на всякий случай мы ее еще подровняли.
Сверху хотенд накрыт металлическим кожухом.

Для охлаждения радиатора хотенда используется обычный осевой вентилятор 4010, а для обдува модели - турбинный вентилятор 4010.


Кожух точно такой же, как и на Ender-3. И у него есть давно известный минус, вентилятор охлаждения радиатора поддувает вниз на модель и может вызывать сложности при печати пластиками, склонными к усадке и не требующими обдува.

С другой стороны, в интернете есть множество альтернативных обдувов для Ender, единственное, что нужно учитывать, каретка на Ender-5 длиннее, чем на Ender-3, а многие модели обдувов крепятся к каретке справа.


Нужно выбирать такую модель, которая подойдет именно для этого принтера.

Что касается прочности рамы всего принтера, тут все отлично. Благодаря тому, что в качестве вертикальных стоек используется профиль 20 х 40 мм, вся рама очень прочная и вообще не шатается.

Управление принтером осуществляется с помощью простенького не сенсорного экрана 12864 с енкодером.

Кому-то это может показаться минусом, но практика показывает, что такие экраны работают стабильно, никак не влияют на печать и к тому же имеют достаточно большой функционал.
Печать
Включим принтер и попробуем попечатать. Кнопка включения, слот для MicroSD карты и MiniUSB порт для подключения к компьютеру находятся на лицевой стороне блока управления, это удобно.


Отправляем все оси домой и сталкиваемся с первой странностью. Концевики осей X и Y находятся справа и сзади соответственно.

При этом нажатие на них присваивает осям нулевые координаты. Обычно нулевые точки находятся слева спереди и все слайсеры рассчитаны на такое расположение. В итоге, выставляя модели в слайсере по умолчанию, печататься они будут задом-наперед. Странное решение, даже если не было возможности установить концевики в другом месте, можно было настроить прошивку так, чтобы при нажатии на них присваивались не начальные, а конечные координаты. В общем, не очень удобно, но не критично.
Тестовые модели
Откалибровали стол, заправили красный PLA пластик Tiger3D и напечатали несколько обычных тестов. Кубик XYZ, кораблик Benchy, низкополигональную лису и небольшую вазочку в спиральном режиме. Модели стандартные, но по ним можно сразу понять, насколько хорошо может печатать принтер. Скорость выставили среднюю 30 мм/с для внешних контуров и 60мм/с для всего остального.
Результат оказался очень достойным. Кубик ровный, углы не выпирают, слои уложены достаточно равномерно, эха нет, отклонения в размерах незначительные в пределах одной десятой.






С корабликом benchy тоже все нормально. Струн нет вообще. Даже обдува хватило на сильном наклоне спереди, хотя нужно учитывать, что этой стороной кораблик был повернут прямо к вентилятору. Окна тоже получились хорошо, никаких намеков на провисание нет.



Лису печатали также повернутой мордой к обдуву, и она получилась отлично. Все ровно, гладко. Шва переходов между слоями почти не видно.




Да и к вазочке нет никаких претензий, слои уложены равномерно, по все поверхности нет ни единого недочета.



Печать моделей
Заправили серый PLA+ Tiger3D и попробовали напечатать модель поинтереснее. Это пасхальное яйцо от блоггера Makers Muse. Оно состоит из трех частей, которые печатаются друг в друге и не соприкасаются между собой. И после печати эти части должны иметь возможность вращаться. Правда, мы увеличили модель до 200%, следовательно зазоры между частями тоже увеличились, но в любом случае это довольно сложная модель.
Большая часть напечаталась без каких-либо проблем. Сверху, где начинаются сильные наклоны появились сложности, края загибались вверх, сопло их задевало и тонкие высокие части немного раскачивались. Из-за этого в некоторых местах видны выпирающие слои. Однако, модель допечаталась до конца и при снятии со стола сразу заработала. Все части могут свободно двигаться.



Следующая модель тоже печатается в сборе. Она представляет из себя складную коробочку. Печатается сложенной и имеет много подвижных соединений. Все части соединены между собой небольшими перемычками, чтобы во время печати ничего не упало. Потом они удаляются с напечатанной модели. Проблем не возникло. Некоторые слои, которые были в сложных участках, немного выпирают. Но все механизмы работают, ничего не склеилось. Коробочка раскладывается и собирается, как и должна.






Попробовали напечатать пластиком PETG от Esun. И тут у нас начались первые сложности. Как мы ни старались, пластик постоянно подтекал из сопла при переносах. Не спасали ни разные настройки ретрактов, ни температуры, ни комбинг, ни даже изменение скорости печати. Стенки у моделей получались хорошо, но на крышках все время появлялась недоэкструзия, а в отверстиях образовывались струны.


Кое-как подобрав настройки, мы рискнули напечатать модель побольше. Вот такой слон.

Это не просто фигурка, в нем можно хранить столовые приборы.

Его хобот сделан таким образом, чтобы свисать над раковиной, а через него стекает вода с мокрых вилок и ложек.

Слон печатается с поддержками снизу и под ушами. А также по ошибке, мы оставили поддержки внутри хобота. В процессе печати уже было видно, что получается он не идеально. При переносах повсюду оставались небольшие натеки пластика, особенно внутри. Но от недоэкструзии на крышках избавиться получилось.

Поддержки снизу и от ушей отделились без проблем. С хоботом было сложнее. Снизу поддержки довольно сильно приклеились, и их пришлось удалять бокорезами. А достать поддержки из хобота вообще оказалось очень сложно. В итоге случайно сломали слону хобот и его пришлось приклеить обратно супер-клеем. Также пришлось удалить со стенок натеки пластика, хоть это и было не сложно.

В конце концов, получился вот такой слон. Если не приглядываться, с ним все нормально. Но при ближайшем рассмотрении есть много мелких недочетов. Остались следы от натеков, поверхности над поддержками оставляют желать лучшего. Выполнять свои задачи он может, но смотрится так себе.





Следующее, что нам хотелось проверить на этом принтере - это печать флекс-пластиком. Ведь подающий механизм и длинная тефлоновая трубка, мягко говоря, не очень подходят для этого.
Взяли Esun eTPU 95А, он не самый мягкий и была надежда, что принтер с ним справится. Поставили на печать шину для небольшой машинки. В оригинале она совсем маленькая, поэтому увеличили ее в два раза. Скорость сильно снизили – 10 мм/с для внешних контуров и 20мм/с для всего остального. Комбинг выставили везде, чтобы избежать лишних переносов. И принтер с этой задачей справился. Более того, шина получилась очень качественно. Ни одного пропуска, слои уложены ровно, крышки закрылись нормально. Даже шов почти не виден.




Решили рискнуть и увеличили скорость печати в два раза. И, к сожалению, с этим принтер уже не справился. По началу все шло нормально, но вскоре пластик замялся в подающем механизме и на этом печать закончилась.


Обидно, хоть и ожидаемо.
Загрузили розовый ABS-пластик Tiger3D. Нужно понимать, что на открытом принтере да еще и со сквозным термобарьером с тефлоновой трубкой, печатать ABS-пластиком не желательно и сложно. Но попробовать нужно было, к тому же ABS от Tiger3D имеет довольно низкую температуру печати, 235 градусов, как PETG. Решили напечатать несколько небольших модификаций для принтера. Цвет не очень подходящий, но в данный момент это не принципиально. Первое - это крепление для проводов стола.

На всякий пожарный печатали на рафте и с поддержками, обдув был отключен. Модель получилась хорошо, поддержки и рафт отделились без проблем, хотя поверхность над рафтом получилась не красиво.

Крепление подошло и действительно нормально удерживает провода.


Вторая модель - это крышка для экрана. Модификация чисто декоративная. Ее печатали уже без рафта на чистом столе. Крышка приклеилась хорошо, и даже углы во время печати не загнулись.

Общее качество очень приличное. Разве что в некоторых местах были небольшие подтеки пластика при переносах, но их получилось легко очистить.



Крышка предназначена для принтера Ender-3, и как оказалось, она не совсем подходит для Ender-5 Pro. С одной стороны она немного выступает.


Третья модель простенькая, это колесо для подающего механизма, оно позволяет удобнее вручную продавливать пластик, а во время печати видно, как происходит подача.


Колесо получилось хорошо, подошло нормально, работает, как и должно.

И последняя модель - это немного усовершенствованный обдув.



Напечатался он хорошо, хотя при установке оказалось, что он коротковат и прижимается к нагревательному блоку. Какое-то время поработает, но, скорее всего, быстро оплавится, особенно если будете печатать с выключенным обдувом.
Ну и напоследок, мы решили напечатать детализированную художественную модель, Кратоса из игры God of War, пожалуй, одним из самых красивых пластиков, которые нам попадались. Esun eSilk медного цвета. Высоту слоя сделали 0.12мм. Модель печатается без поддержек, в некоторых местах имеет сильные наклоны, как раз проверим эффективность нового обдува.
Кратос получился просто отлично. На этом пластике вообще очень сильно видны даже малейшие недочеты из-за того, что он отражает свет. И любой выступающий слой или пропуск сразу бросается в глаза. Тут же все гладко, слоев почти не видно. Кажется, что модель отполирована до блеска. Шов немного выделяется, но от него никуда не денешься, особенно с такой длинной тефлоновой трубкой.




Итоги обзора
Ладно, будем подводить итоги. Принтер нельзя назвать идеальным. Некоторые решения сильно устарели, и Creality Ender-5 Pro так и просится, чтобы его модифицировали. Сообщество у этого принтера довольно большое и недостатка в готовых моделях точно не будет. К тому же часть моделей для модификаций подходит от Ender-3. Даже управляющую плату принтера есть на что поменять, почти все компании, производящие управляющие платы, уже выпустили версии специально для Ендеров. Достаточно просто переключить все провода, установить новую плату на старое место и все готово.
Несмотря на простенький экструдер и подающий механизм, Ender-5 Pro хорошо справляется с поставленными задачами. У нас сложности возникали только с PETG пластиком. Даже флексом средней жесткости на небольших скоростях принтер может нормально печатать.
Корпус принтера прочный и надежный. К магнитной подложке без проблем приклеивается любой пластик, при этом снимать модели просто. Сама подложка от стола не отклеивается, даже при печати ABS-пластиком и температуре в 100 градусов. Работает принтер достаточно тихо, благодаря драйверам TMC2208.
В целом, какого-то особого восторга Creality Ender-5 Pro у нас не вызвал, но и полного разочарования тоже не было. Принтер, как принтер. Печатает достаточно хорошо, хоть и не быстро.
Смотрите видео-версию обзора:
Спасибо за внимание!
Наши контакты: T: 8 (800) 550-02-09 | | www.cvetmir3d.ru
Мы во Вконтакте: https://vk.com/cvetmir3d
Мы в Facebook: https://www.facebook.com/groups/cvetmir3d/
Мы в Instagram: https://www.instagram.com/cvetmir3d/
Наш канал "Лайфхаки 3D-печати": https://www.youtube.com/channel/UCUv3Lk-oDMh28rKX68kUBYg
Наш Telegram-канал: https://t.me/cvetmir3d
Еще больше интересных статей
Два экструдера, тысячи идей: обзор 3D-принтера FlashForge Creator 4-S
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Виды кинематики в FDM 3D принтерах
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В данной статье рассмотрим виды кинематики, используемые в...
На что способен лазерный гравер мощностью 2500mW
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.









{kind=link}
Комментарии и вопросы
Я бы ещё проверил эту статью н...
Угу картезианская))) А назвать...
Мне такой вариант не подходит
Добрый день! Проблема такая: н...
Проблема такая: Поставил на пе...
Здравствуйте, у меня перестала...
Доброго времени суток.Неожидан...