

"Пальцевый" тест Petg, CF-5 и Nylon.htp

Не любитель всяких тестовых печатей, но возникла производственная необходимость, поэтому решил сравнить три этих вида пластика.
Поставил заказчик передо мной задачу, сделать заглушки на центральные отверстия автомобильных дисков.. Вроде задача не сложная, деталь относительно простая, образец с размерами есть.. Сел и нарисовал:
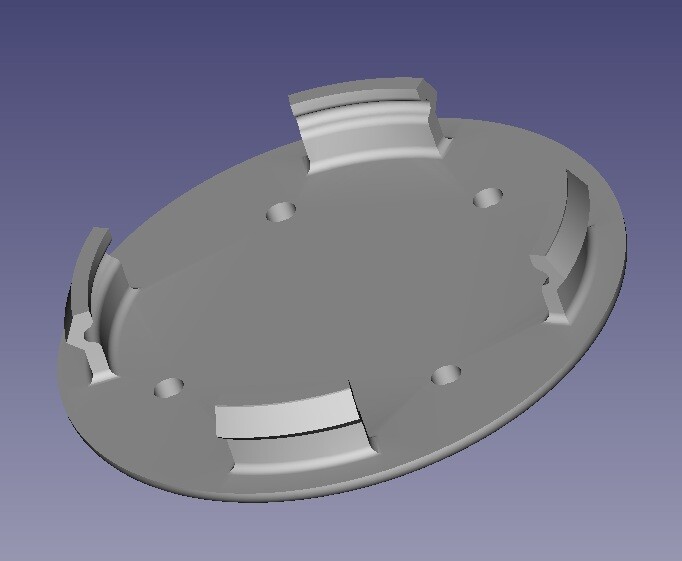
Отверстия нужны для того, чтобы заказчик потом вставил в них оригинальную эмблему авто, снятую с другой заглушки не подошедшей по размеру.
Модель прямо просится, что б ее печатали "усами" вверх.. Так и нижняя лицевая поверхность будет гладко-глянцевой и всякие поддержки не понадобятся. НО, "усы" тонкие, и при таком расположении могут ломаться по слоям при попытке ее защелкнуть в колесо.. Можно печатать на боку, тогда они получаться такие как надо, прочные и гибкие, но это придется возиться с кучей поддержек и без постообработки нарядный вариант не получить.
В итоге взял самое прочное что у меня есть и стал сравнивать.
1. Petg от ABSmaker.
Слой - 0,2, сопло 0,4, температура - 240, без обдува, скорость 60.
Пластик только из упаковки, специально не сушил, да и признаков влаги в нем не было.
Напечаталось как всегда без проблем:
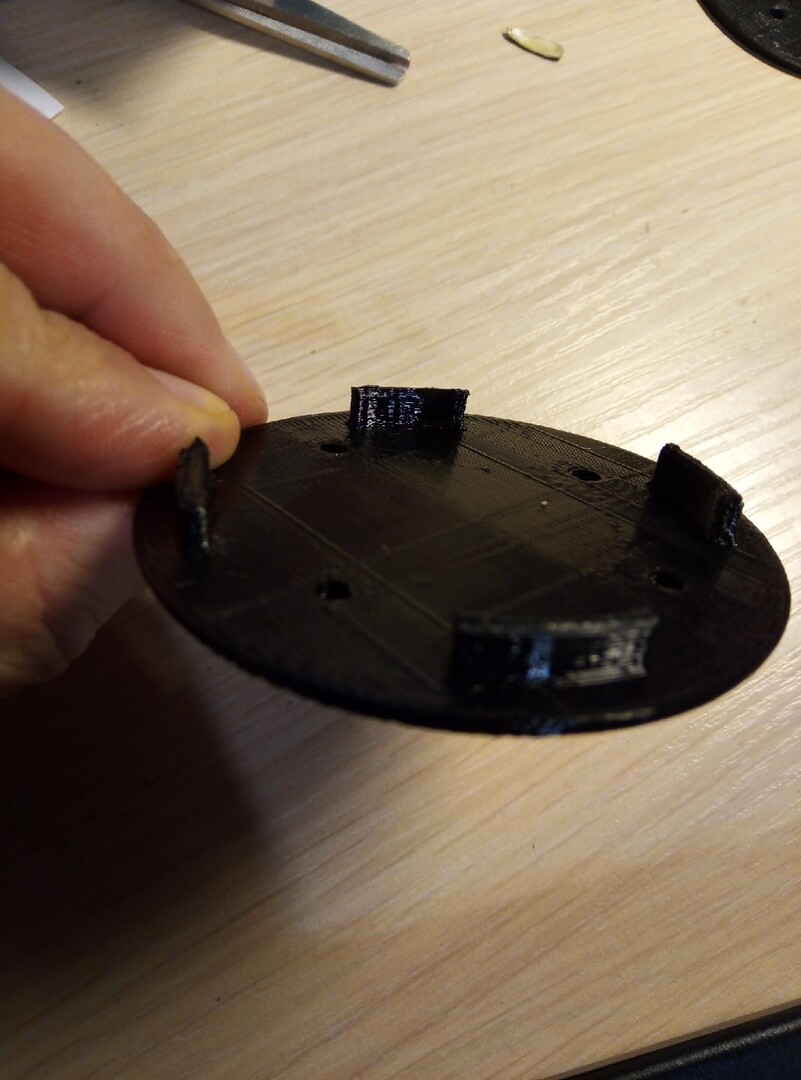
К сожалению все "усы" уже отломал, поэтому все образцы уже с отломанными усами. За качество фото извиняюсь, там все равно особо нечего рассматривать.
Первый раз пробовал Petg этого производителя.. Вроде ничего необычного, Petg как Petg, но уж очень он глянцевый. Детали получаются слишком блестящие и все косяки на них хорошо видны.
2. CF-5 от Filamentarno!
Как то купил катушку, в надежде что буду печатать из него в тех случаях, когда надо что б прочно, износостойко и температуру держало высокую. Мелочи всякие печатал, но на прочность не испытывал.
Параметры те же:
Слой - 0,2, сопло 0,4, температура - 240, без обдува, скорость 60.
Непосредственно перед печатью сушил в сушилке для овощей часов 10-12 при температуре 50-60 градусов. Никаких признаков влаги соответственно не было.
Напечаталось хорошо, нравится как пластик печатается, очень красивая матовая поверхность.

3. Nylon от компании Hi-Tech Plast.
Вообще с нейлоном до этого почти не обращался. Был как-то пробник от BF, пытался им что-то печатать, но постоянно то отваливалось, то коробилось.. Поэтому решил печать нейлоном отложить до времен когда обзаведусь принтером с камерой. А тут прочитал пост, что Nylon.htp легко печатается, имеет минимальную усадку. Решил что надо попробовать и заказал катушечку...
перед печатью сушил в сушилке для овощей часов 6-8 при температуре 50-60.
Параметры печати:
Слой - 0,2, сопло 0,4, температура - 260, без обдува, скорость 60, стол 100 (минус 4 мм стекло), Адгезив - клей-карандаш 3М.
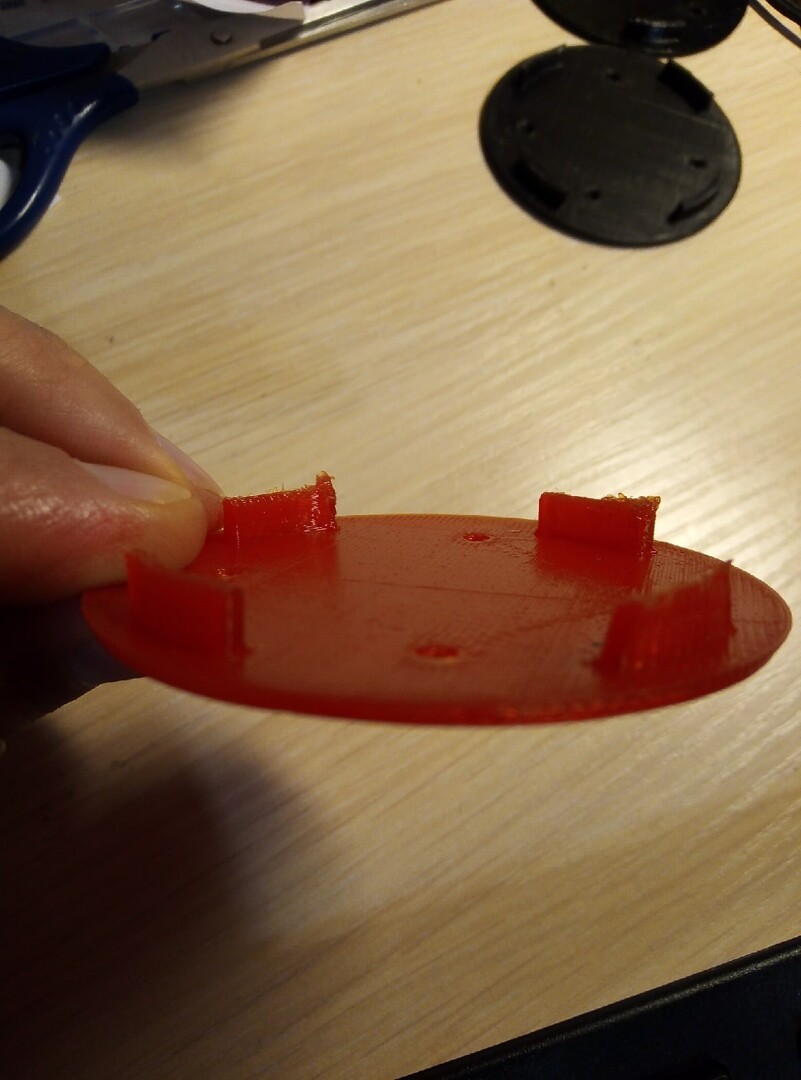
В целом как напечаталось доволен, ничего нигде не отвалилось, усадка составила где-то 1,5%. Я так понимаю что для нейлона это действительно мало.
Три варианта есть, надо тестировать, не придумал ничего умнее, чем использовать силу собственных пальцев. То есть давил большим пальцев вовнутрь, стараясь сломать.
Итак, что получилось:
1. Petg. Все 4 "уса" смог сломать, но давил почти со всей силы, сказал бы что 80-90% от максимума.
Расстроился, так как хотел делать детали из него.
2. CF-5. Все 4 уса сломал и довольно легко, давил 60-70% от максимума.
Тоже расстроился, так как ожидал большего от этого материала.
3. Nylon. Пальцами сломать не смог ни один ус.. немного гнуться, но не ломаются. Взял плоскогубцы и стал ими ломать, все равно не ломаются, а гнутся, в итоге получилось даже не сломать, а оторвать их.
Был удивлен, считал что нейлон по слоям разрывается чуть хуже, чем Prtg. А тут нейлон малоизвестного производителя, да на моем дрыгостоле... не ожидал вообщем.
Выводы:
1. Так и не понял в чем "фишка" CF-5. Получается по слоям спекание хуже, чем у Petg. Хотя производитель считает его альтернативной нейлону.
Готов выслушать критику (не досушил, не те параметры, не тот принтер и т.д.)
2. Встал вопрос из чего печатать деталь:
- сделать из нейлона и пускай заказчик сам в черный цвет раскрашивает.
- сделать из Petg отдельно диск с дырками под "усы" и отдельно усы напечатать на боку и вклеить в диск.
Еще больше интересных статей
Фотополимерный ювелирный WAX на практике
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Постобработка прозрачных пластиков 'Filamentarno!'
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В поисках нейлона
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Учитывая...









Комментарии и вопросы
Тут хаос в чистом виде, а Авто...
Да, видимо просто для примера....
Серьёзная конструкция. Видел п...
Добрый день! Подскажите пожалу...
Принтер Wanhao D9 500Пластик P...
Здравствуйте. При печати кубик...
Проволка доходит до середины э...