

ZAV-MAX
Описание 3D-принтера «ZAV-MAX»
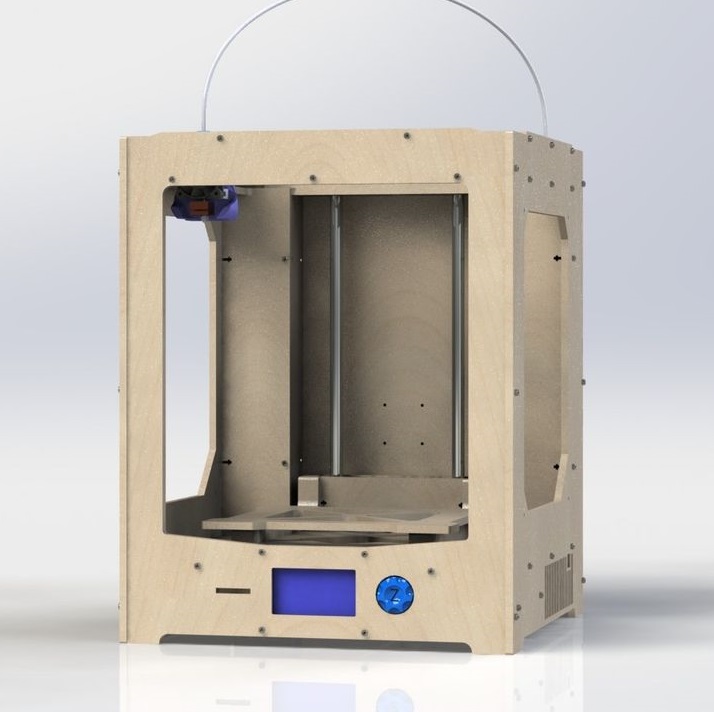
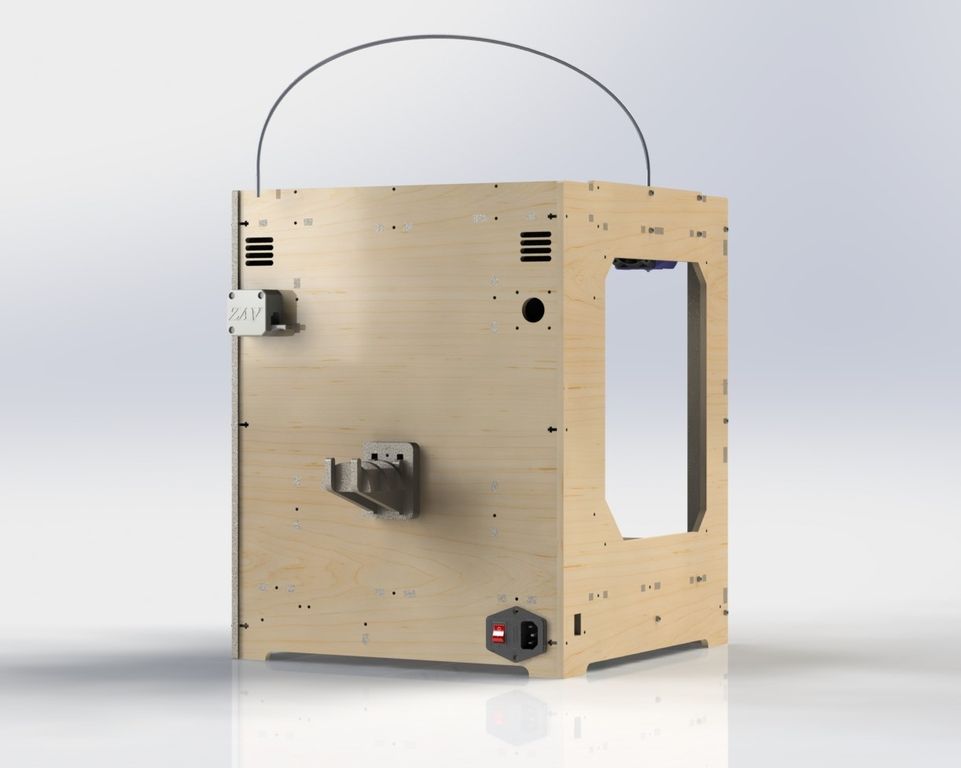
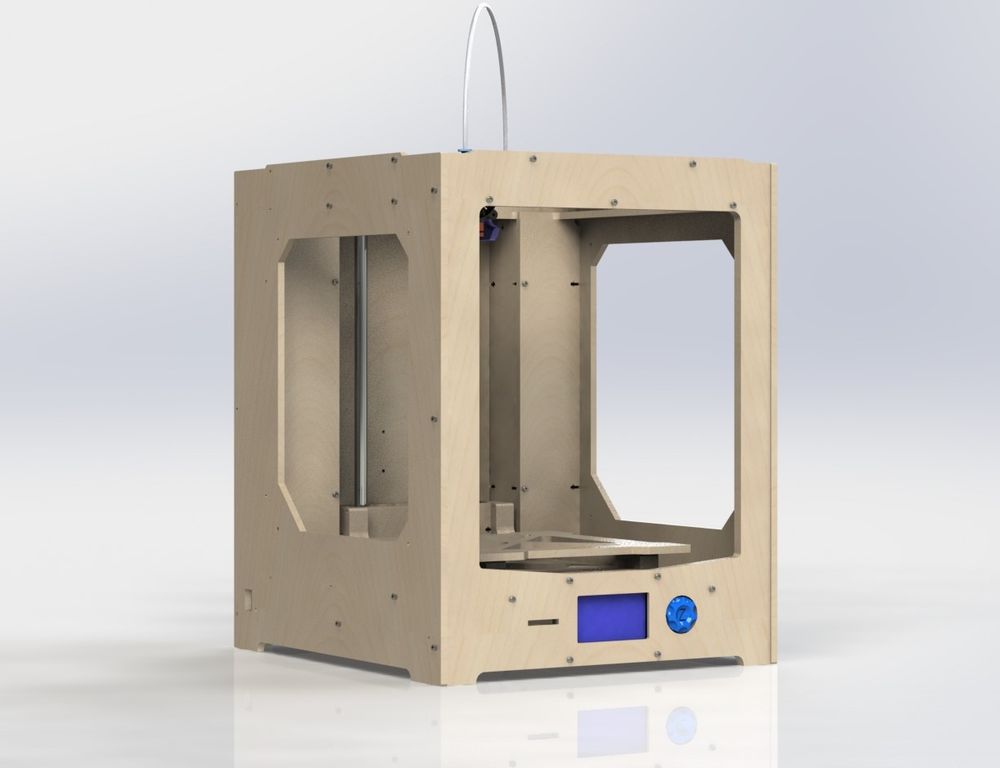
ZAV MAX - 3D принтер, доступный по цене и качеству. Простая и надежная кинематика H-Bot, в сочетании с легким и компактным радиатором хотенда собственной разработки, обеспечивает превосходное качество печати на высоких скоростях. Область построения составляет 200х200х240 мм. Принтер оснащен подогреваемым рабочим столом, что позволяет использовать для печати широкий спектр расходных материалов
Популярные 3D-принтеры
41 статей
1283 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
27 статей
45 владельцев
<p>Anycubic Photon Mono X 6K — модернизированный вариан...
2 предложения
от 46400 ₽
21 статей
256 владельцев
<p>Flying Bear Ghost 6 — бюджетный 3D-принтер с кинемат...
2 предложения
от 38900 ₽







{kind=link}
{kind=link}
{kind=link}
Предложений по продаже от компаний нет.