

TEVO Tarantula
Описание 3D-принтера «TEVO Tarantula»
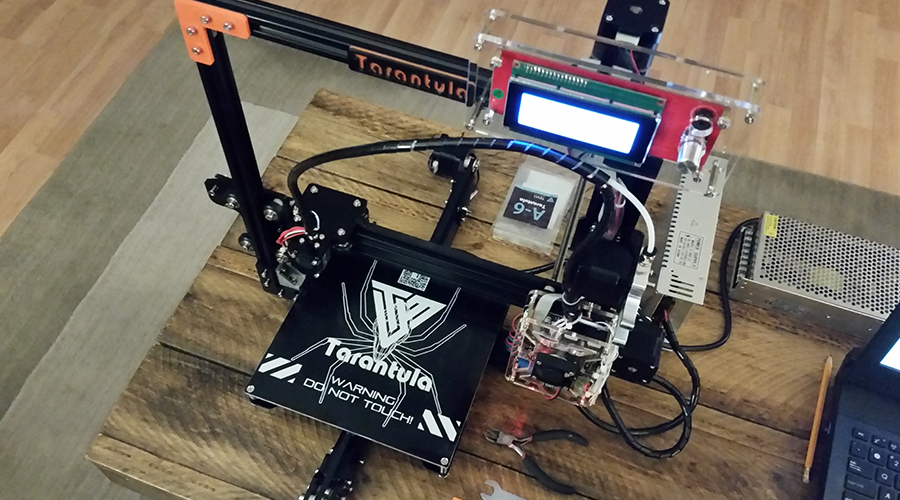
TEVO Tarantula I3 3D Printer kit - 3D-принтер на базе Prusa i3. Поставляется в виде набора для сборки. Принтер оснащён подогреваемой платформой и одним экструдером. Опционально можно заказать версию с двумя экструдерами и увеличенным рабочим столом (200x280x200). На TEVO Tarantula установлен цельнометаллический экструдер типа Bowden. Материалы для печати - PLA, ABS, PETG, Wood, PVA и Flexible

Распечатанные модели
SadSakura распечатал на
TEVO Tarantula
SadSakura распечатал на
TEVO Tarantula
SadSakura распечатал на
TEVO Tarantula
SadSakura распечатал на
TEVO Tarantula
Ramil 666 распечатал на
TEVO Tarantula
amafus57 распечатал на
TEVO Tarantula
Популярные 3D-принтеры
1547 статей
1285 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1540 статей
1722 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1272 статей
1024 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.