

Prusa i3 Steel Pro
Описание 3D-принтера «Prusa i3 Steel Pro»
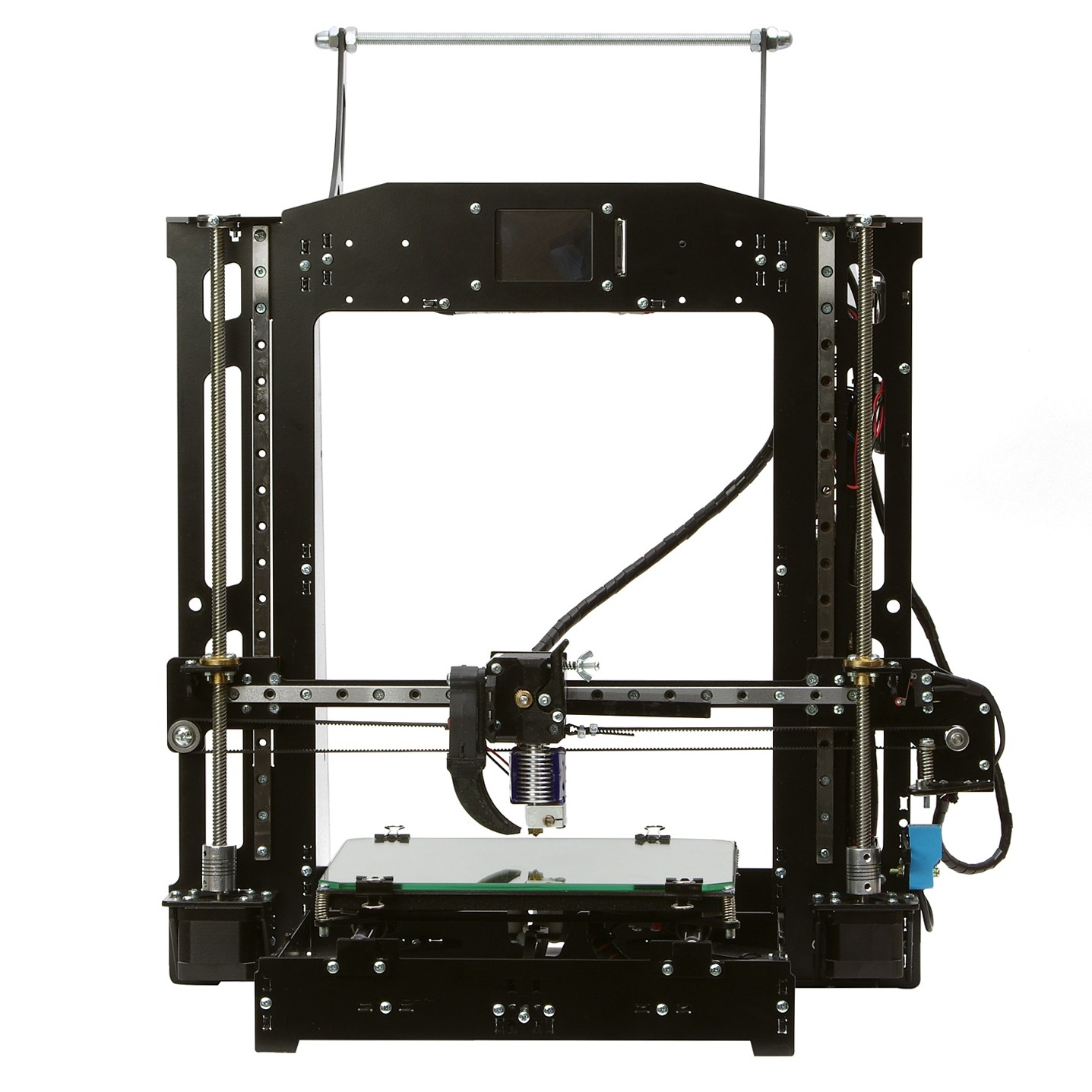
Prusa i3 Steel Pro – российская версия одного из самых успешных и популярных моделей 3D-принтеров. Он обладает небольшими габаритами (405х460х535 мм), в то же время достаточной зоной построения (200x200x220 мм). При работе с Prusa i3 Steel Pro можно использовать открытое ПО: Cura, Repetier-Host, Slic3r. Печать идет через USB кабель от ПК или автономно с картридера. Простая конструкция в тандеме с новой электроникой обеспечат стабильную и тихую работу 3D-принтера. Prusa i3 Steel Pro оснащен алюминиевой платформой с подогревом, что увеличивает выбор материалов, допустимых для печати - ABS, PLA, HIPS, FLEX, PVA
Распечатанные модели
bertran_2004 распечатал на
Prusa i3 Steel Pro
denya35a распечатал на
Prusa i3 Steel Pro
Статьи владельцев 3D-принтера «Prusa i3 Steel Pro»
Показать большеПопулярные 3D-принтеры
1543 статей
1283 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1539 статей
1722 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1272 статей
1024 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
Предложений по продаже от компаний нет.