

Flying Bear P905X Large
Описание 3D-принтера «Flying Bear P905X Large»
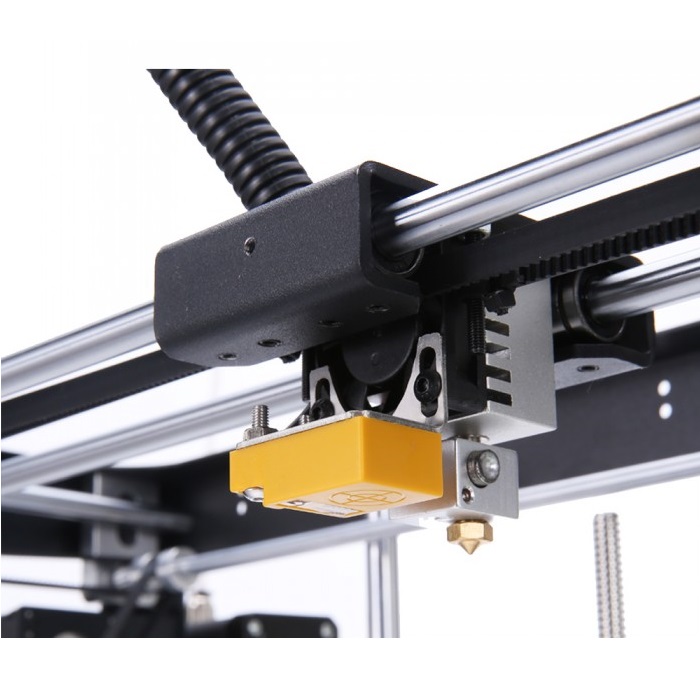
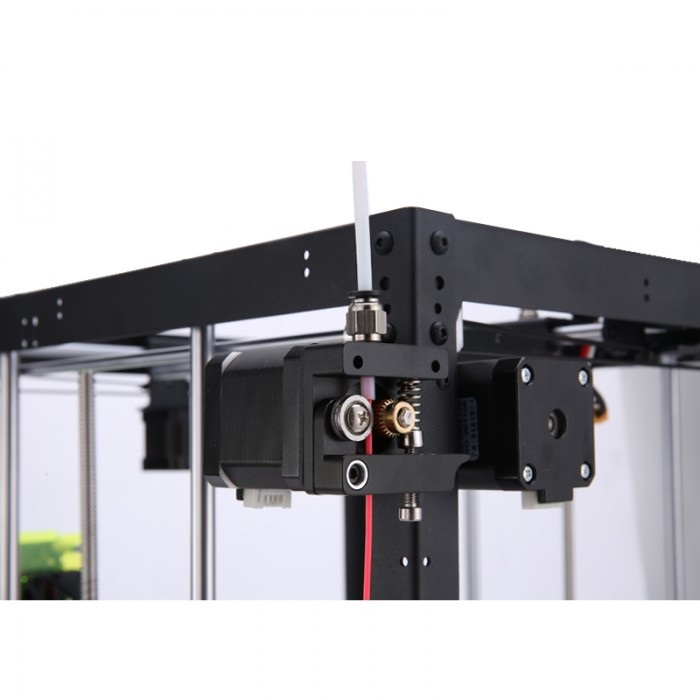
Flyingbear P905X Large — 3D-принтер серии P905 c увеличенной областью печати и одним или двумя экструдерами. Область печати составляет 220x280x242мм. 3D-принтер может использовать широкий спектр расходных материалов.
Распечатанные модели
grishiny распечатал на
Flying Bear P905X Large
grishiny распечатал на
Flying Bear P905X Large
grishiny распечатал на
Flying Bear P905X Large
MacTep распечатал на
Flying Bear P905X Large
Wedmer распечатал на
Flying Bear P905X Large
Статьи владельцев 3D-принтера «Flying Bear P905X Large»
Показать большеПопулярные 3D-принтеры
43 статей
1283 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
27 статей
45 владельцев
<p>Anycubic Photon Mono X 6K — модернизированный вариан...
2 предложения
от 46400 ₽
21 статей
257 владельцев
<p>Flying Bear Ghost 6 — бюджетный 3D-принтер с кинемат...
2 предложения
от 38900 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Предложений по продаже от компаний нет.