

Prusa i3 Hephestos
Описание 3D-принтера «Prusa i3 Hephestos»
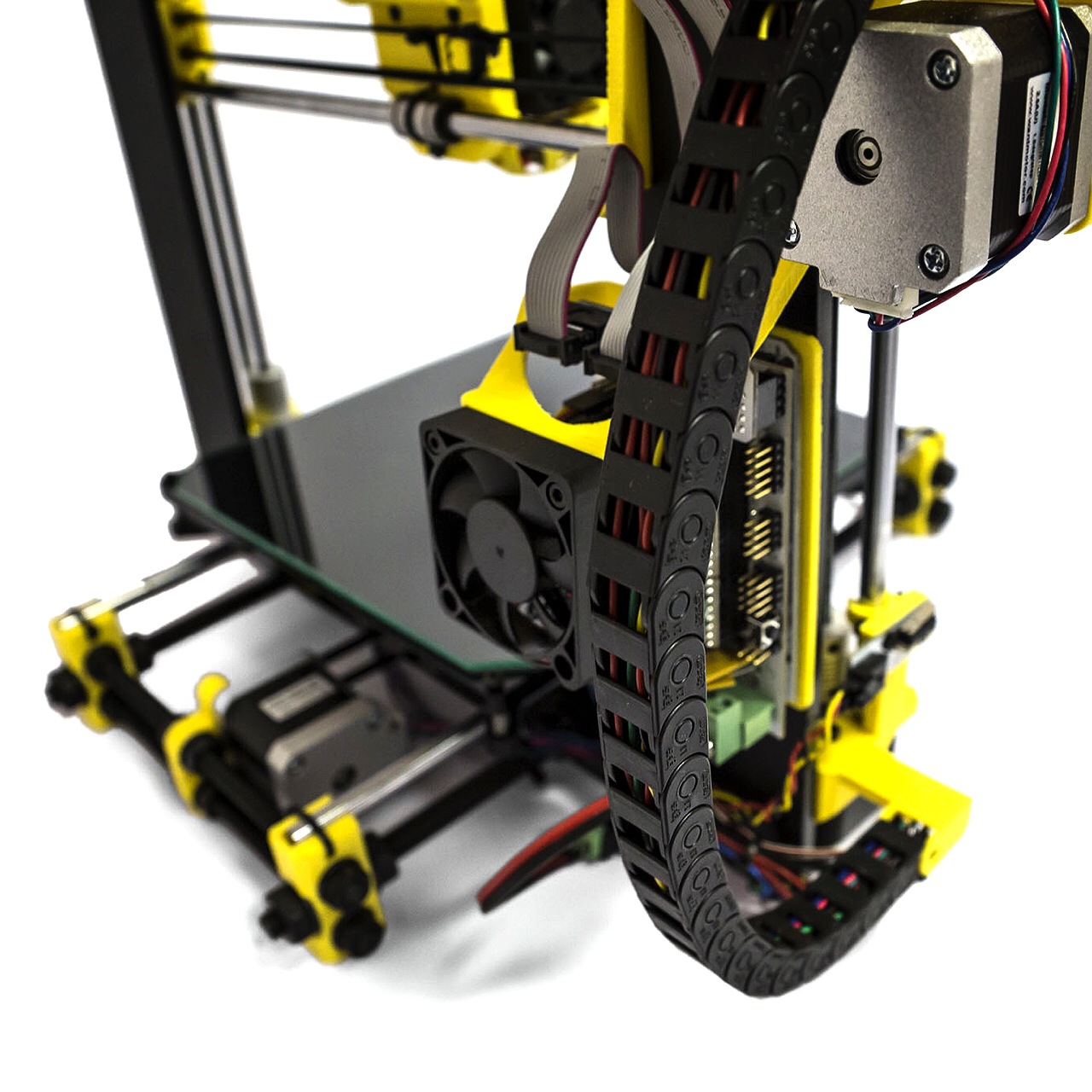
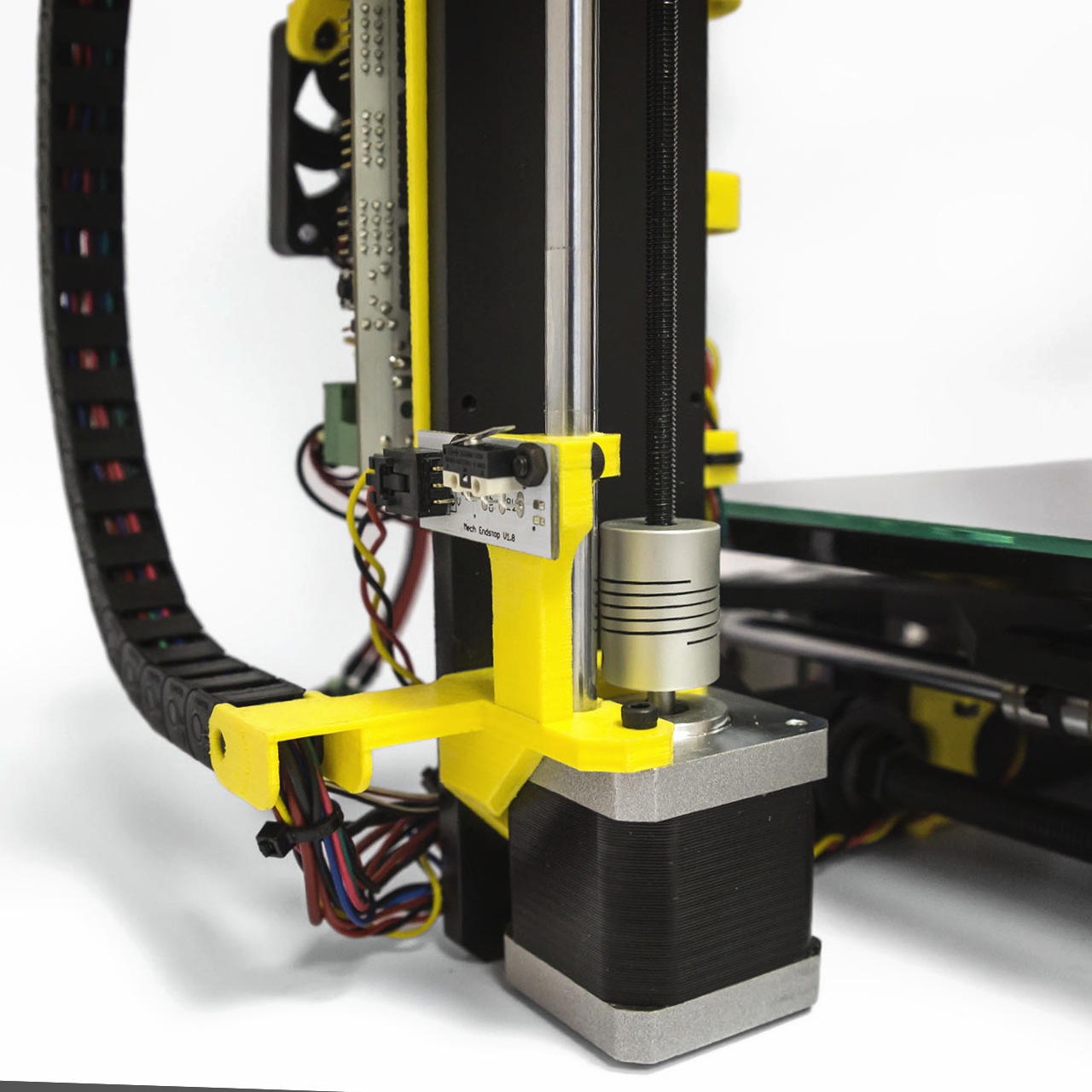
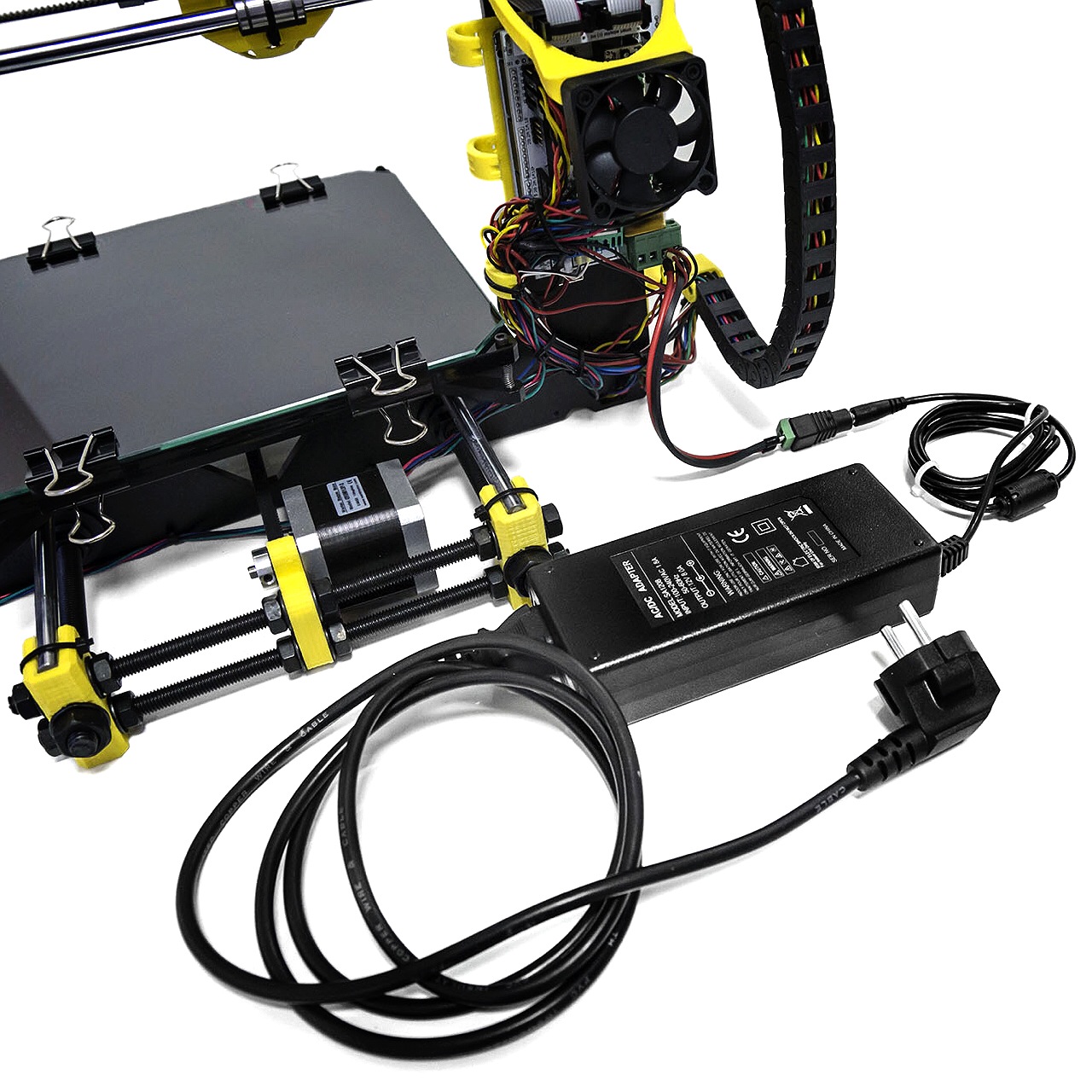
Prusa i3 Hephestos – новинка от компании bq. 3D-принтер в популярном формате DIY (Собери сам) создан на основе RepRap Prusa Mendel. Принтер использует технологию послойного наплавления (FDM). В качестве основного расходного материала используется экологичный, биоразлагаемый полилактид (PLA), способен печатать ABS при монтаже подогреваемой платформы (доступна опционально). Максимальный размер области построения составляет 215x210x180 мм. Толщина наносимого слоя регулируется в пределах 50 мкм. Наличие считывающего устройства для карт памяти позволяет осуществлять печать в автономном режиме.
О принтере «Prusa i3 Hephestos»
Обзоры и отзывы владельцев
- Обзор Prusa i3 Hephestos: Посмотреть
- Prusa i3 Hephestos или покупка 3D-принтера с доставкой через всю страну: Посмотреть
- Моя история покупки 3D принтера. (Prusa i3 Hephestos): Посмотреть
- Как я покупал Prusa i3 Hephestos: Посмотреть
- Prusa i3 Hephestos. Часть 2 - Итоги, эксплуатация. Честный обзор от Tiger: Посмотреть


Распечатанные модели
DSCREW распечатал на
Prusa i3 Hephestos
perebellum распечатал на
Prusa i3 Hephestos
dimov_dim@list.ru распечатал на
Prusa i3 Hephestos
anton_1992 распечатал на
Prusa i3 Hephestos
norgen распечатал на
Prusa i3 Hephestos
serj_k распечатал на
Prusa i3 Hephestos
Популярные 3D-принтеры
1549 статей
1285 владельцев
Creality Ender 3 - бюджетный 3D-принтер от Китайского п...
6 предложений
от 14500 ₽
1540 статей
1722 владельцев
3D-принтер Anet A8 - бюджетный 3D-принтер из Китая. Обл...
2 предложения
по договорной цене
1272 статей
1024 владельцев
Creality Ender 3 Pro - бюджетный 3D-принтер от Китайско...
5 предложений
от 19500 ₽







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Еще никто не писал отзывы об этом 3D-принтере. Станьте первым, поставьте оценку и напишите отзыв.